

聯(lián)系人:鐘先生
電話:028-81721173
手機:13980585417、15390448669
網(wǎng)址:www.zhenzhuleyuan.com
地址:成都市邛崍市羊安工業(yè)園新邛路10號
噴槍或者碟式霧化器可以利用壓力以及離心力來進(jìn)行噴涂,通過分散成均勻而細(xì)小的霧滴來對物體表面進(jìn)行涂裝。通常具有空氣噴涂、無空氣噴涂以及靜電粉末噴涂等多種方式,同時大流量低壓力霧化噴涂、熱噴涂、自動噴涂、多組噴涂等大多都為我們所常見。今天熱噴涂加工廠家就帶大家了解一下如果我們在噴涂過程中會有哪些常見問題以及我們應(yīng)當(dāng)如何解決?噴涂過程常見問題及解決辦法1.現(xiàn)象:起粒原因:作業(yè)現(xiàn)場不潔,灰塵混入油漆中;油漆調(diào)配好后放太久,油漆與固化劑已產(chǎn)生共聚微粒;噴槍出油量太小,氣壓太大,令油漆霧化不良或噴槍離物面太近。靜電噴涂廠解決方法:清潔噴漆室,蓋好油漆桶;油漆調(diào)配好,不宜放太久;調(diào)整噴槍,以使其處于更好工作狀態(tài),確定槍口距離物面20-50CM為宜。2.現(xiàn)象:垂流原因:稀釋劑過量令油漆粘度太低,失去粘性;出油量太大,距物面太近或噴運行太慢;每次噴油量太多太厚或重噴間隔時間太短;物面不平,尤其流線體形狀易垂流。

如今噴涂技術(shù)的多樣化以及科技化都讓我們的人工得以解放,但是焊接車間的污染我們卻也不得不防。如今焊接車間的污染有很多種形式,可是總得來說還是可以分為化學(xué)有害污染以及物理有害污染兩大類。下面就讓硬質(zhì)合金噴涂來帶你了解一下吧!按熱熔融方式的不同,焊接工藝方法可分為:電弧焊、電阻焊、高頻焊、電渣焊、電子束焊、錫焊等,上述焊接工藝均為利用電能轉(zhuǎn)換為熱能;氧炔焊、摩擦焊、激光焊等,則利用了化學(xué)能、機械能、激光能轉(zhuǎn)換為熱能。堆焊、釬焊等則可為利用電能,亦可為利用其它能源。被熔融物,有的是被焊接材料與焊條、焊絲,有的僅為被焊接材料自身熔融,也有的是焊接材料熔融而被焊接材料不熔融。但不管誰熔融,都要避免被氧化。為此要使用各種不同的焊劑或保護氣體。施焊過程中產(chǎn)生的焊接煙塵也就各不相同了。

硬質(zhì)合金噴涂需要具備四大性能:1.具有高的強耐性:模具在擠壓過程中要同時接受極大的擠壓力、彎曲應(yīng)力、沖擊等雜亂的負(fù)荷。故請求所選用的資料,通過熱處理后,應(yīng)具有高的強耐性。因此,模具資料應(yīng)有杰出的淬透性,這么才干確保模具能淬透及均勻的安排。大塊的碳化物及嚴(yán)峻的偏折,纖維方向性和非金屬攙雜等內(nèi)部缺點,都會使模具的強耐性降低,或在受負(fù)荷時導(dǎo)致應(yīng)力會集,造成模具前期損壞。2.具備非常良好的耐磨性:模具應(yīng)有高的耐磨性,才敢確保正常的使用壽命,出產(chǎn)出大批量合格的擠壓件。通常來說,鋼的硬度與耐磨性在必定條件下是成正比的。故模具材料不但要有足夠的淬透性,還要有高的淬硬性。除了硬度外,起決定性的還有熱處理后基體安排的粗細(xì)、成分、過剩與口火析出碳化物多少、巨細(xì)、類型、分散度及紅硬性等。

個人防護是指在焊接過程中為防止自身危險而采取的防護措施。目前,焊工應(yīng)設(shè)置防護屏,防護屏多為灰色或黑色;并應(yīng)在車間墻體表面采用吸收材料裝飾。成都附件金屬噴涂這樣可起到減少弧光的反射,保護操作者眼睛健康的作用。個人防護用品根據(jù)各種危害因素的特點設(shè)計,針對性強、種類多,如面罩、頭盔、防護眼鏡、安全帽、耳罩、口罩等。在一些特定的場所,如水下、高空中、罐中或船艙中進(jìn)行焊接工作時,由于受到場所的限制,整體防護難以實現(xiàn),這時,成都金屬噴涂廠個人防護成為主要的防護措施。焊接車間污染的多樣性就使得我們需要對焊接工人進(jìn)行保護,施焊工作應(yīng)當(dāng)保證工件接地良好。同時加強通風(fēng)降溫,控制作業(yè)場所的溫度和濕度。不單單需要從污染源、傳播途徑、個人防護等方面進(jìn)行綜合治理,同時也需要企業(yè)根據(jù)自身生產(chǎn)特點制定相應(yīng)的防治措施。

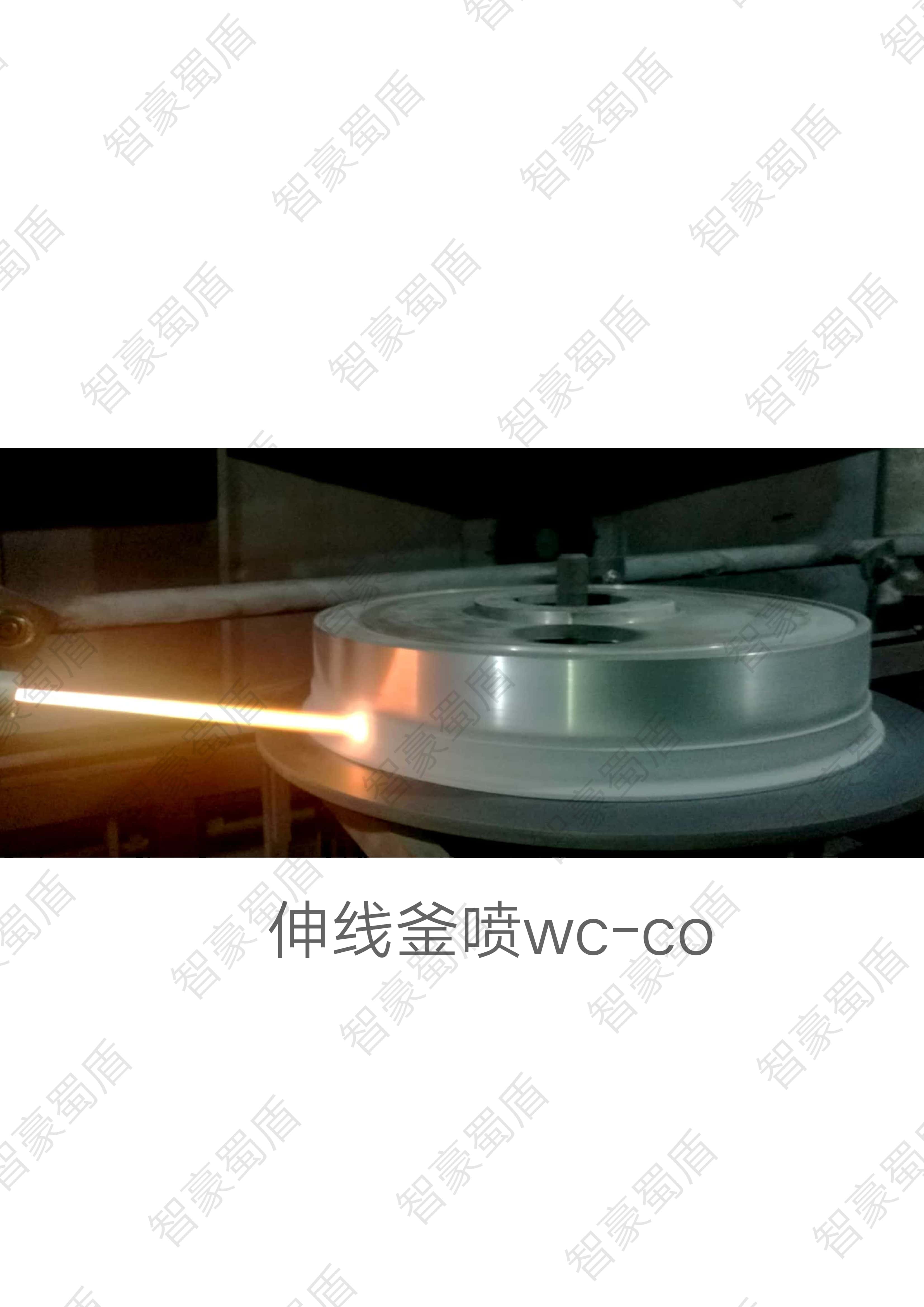
噴涂時,首先是噴涂材料被加熱達(dá)到熔化或半熔化狀態(tài);緊接著是熔滴霧化階段;然后是被氣流或熱源射流推動向前噴射的飛行階段;最后以一定的動能沖擊基體表面,產(chǎn)生強烈碰撞展平成扁平狀涂層并瞬間凝固。在凝固冷卻的0.1s中,此扁平狀涂層繼續(xù)受環(huán)境和熱氣流影響。每隔0.1s第二層薄片形成,通過已形成的薄片向基體或涂層進(jìn)行熱傳導(dǎo),逐漸形成層狀結(jié)構(gòu)的涂層。離心機底座維修常用的方法1、將鐵底座整體更換為不銹鋼底座,離心機廠家沒有不銹鋼底座標(biāo)準(zhǔn)備件,離心機底座本地加工,該方法加工周期長、費用高;2、重新鑄造鑄鐵底座,將鑄鐵底座表面機械加工然后重新襯不銹鋼外皮,這種方法解決問題只能是暫時的不能保證離心機滲液問題的徹底解決,這種維修方法不可行;3、在離心機原鑄鐵底座外面用熱噴涂工藝修復(fù),修復(fù)后的離心機底座外緊密包裹一層防腐蝕的涂層。為了保證盡快恢復(fù)離心機的正常狀態(tài),對于更換離心機底座和維修兩個方案,考慮到可能停產(chǎn)的時間和經(jīng)濟性等因素,決定采用熱噴涂工藝修復(fù)計劃。

咨詢熱線:
139-8058-5417
地址:成都市邛崍市羊安工業(yè)園新邛路10號
手機:13980585417、15390448669
電話:028-81721173

掃一掃 關(guān)注我們

