

聯(lián)系人:鐘先生
電話:028-81721173
手機:13980585417、15390448669
網(wǎng)址:www.zhenzhuleyuan.com
地址:成都市邛崍市羊安工業(yè)園新邛路10號
硬質(zhì)合金噴涂用處廣泛,國內(nèi)硬質(zhì)合金噴涂用處可分為幾大類:(1)切削工具。硬質(zhì)合金可用作各式各樣的切削工具。中國切削工具的硬質(zhì)合金用量約占全部硬質(zhì)合金產(chǎn)值的三分之一,現(xiàn)在仍以焊接刀具為主,而數(shù)控刀具用硬質(zhì)合金占20%左右,并在快速的增長。昆明附件超音速電弧噴涂別的還有硬質(zhì)合金鉆頭,合金小圓鋸片、硬質(zhì)合金旋轉(zhuǎn)銼等等切削刀具。(2)地質(zhì)礦山工具。地質(zhì)地礦用硬質(zhì)合金在硬質(zhì)合金總量比例比較打約占合金出產(chǎn)總量的30%左右。附件超音速電弧噴涂通常用在地質(zhì)勘探鉆頭,石油氣田用潛孔鉆、牙輪鉆以及截煤機截齒,工程挖路工具、建材工業(yè)沖擊鉆。(3)鎢鋼模具資料。通常情況下用在制造各類模具的比重約占8%左右。例如,拉絲模、冷鐓模、冷沖模、熱鍛模以及拉管芯棒,此類模具約占硬質(zhì)合金出產(chǎn)總量的3%

進行噴涂加工的同時我們要確保焊工的人身安全,不僅要遵守有關(guān)部門所規(guī)定的安全規(guī)程,預(yù)防觸電及觸電后的急救方法,焊工自身也要做好保護措施。焊工噴涂加工觸電預(yù)防措施1、焊接工作前,焊機外殼是否接地、焊機各接線點接觸是否良好;焊接電纜的絕緣有無破損等。不允許未進行安全檢查就開始操作。2、不能依靠在工作臺、焊件上或接觸焊鉗等帶電體。對于焊機空載電壓較高的焊接操作,以及在潮濕工作地點操作時,還應(yīng)在操作臺附近地面鋪設(shè)橡膠絕緣墊。3、更換保險絲;焊機發(fā)生故障時的檢修;推拉閘刀開關(guān)時,必須戴絕緣手套。4、在金屬容器內(nèi)、金屬結(jié)構(gòu)上以及其他狹小工作場所焊接時,觸電的危險性大,采用橡皮墊、戴皮手套,穿絕緣鞋等。5、不得使機器設(shè)備的傳動部分成為焊接電路,嚴(yán)禁利用廠房的金屬結(jié)構(gòu)、軌(管)道等接進線路作為導(dǎo)線使用

防治焊接車間污染的途徑有污染源的控制、傳播途徑的治理、個人防護。1、污染源的控制焊接過程中產(chǎn)生的各污染種類和數(shù)量取決于生產(chǎn)工藝、生產(chǎn)設(shè)備及操作者的技術(shù)能力。(1)選擇成熟的工藝和設(shè)備不同的焊接工藝產(chǎn)生的污染物種類和種類有很大的區(qū)別。在條件允許的情況下,應(yīng)選用成熟的隱弧焊代替明弧焊,可大大降低污染物的污染程度。在生產(chǎn)工藝確定的前提下,應(yīng)選用機械化、自動化程度高的設(shè)備。應(yīng)采用低塵低毒焊條,以降低煙塵濃度和毒性。在選購新設(shè)備時,應(yīng)注重設(shè)備的環(huán)保性能,多選用配有凈化部件的一體化設(shè)備。(2)提高操作者技術(shù)水平高水平的焊接工人在焊接過程中能夠熟練、靈活地執(zhí)行操作規(guī)章,如不斷觀察焊條烘干程度、傾斜角度、長短以及焊件所在位置情況,做出相應(yīng)的技術(shù)調(diào)整。與非熟練工相比,發(fā)塵量減少20%以上,焊接速度快10%,且焊接質(zhì)量好。

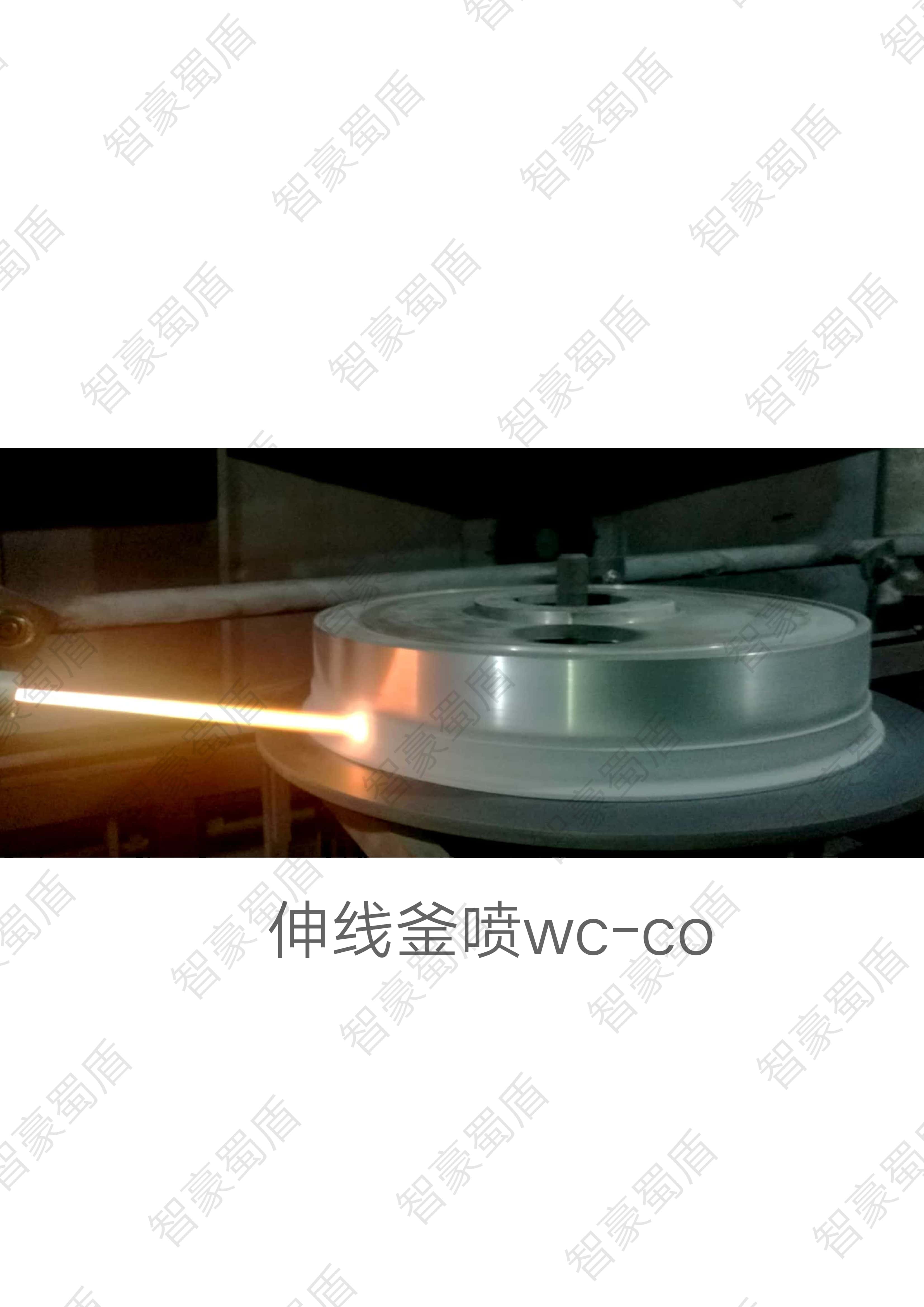
熱噴涂技術(shù)是制備涂層的一種方法,現(xiàn)在已經(jīng)成為金屬材料表面防護與強化的新技術(shù)之一,這種技術(shù)是利用熱源將噴涂材料加熱熔化或者軟化,以一定速度噴射到基體表面,形成金屬涂層。噴涂材料可以是金屬材料,也可以是陶瓷材料,陶瓷材料可以制成棒材,也可以制成陶瓷粉料,采用熱噴涂技術(shù)制備陶瓷涂層,對其需要進行修復(fù)的基體表面進行熱噴涂。實用的陶瓷熱噴涂材料,大部分是金屬氧化物及一部分碳化鎢等,一般是以粉磨的狀態(tài)應(yīng)用,采用熱噴涂技術(shù)制備的陶瓷涂層,在耐粘著磨損、耐磨粒磨損等諸多方面發(fā)揮作用,當(dāng)相同或相似的金屬之間接觸并相對運動使,很容易產(chǎn)生磨損,此時,在其表面噴涂陶瓷涂層,就可以很好的解決磨損問題。采用熱噴涂技術(shù)制備的陶瓷涂層,具有良好的耐磨、耐腐蝕、耐高溫以及抗氧化性能,在航空航天、石油化工、鋼鐵冶金、機械制造以及新技術(shù)產(chǎn)業(yè)等領(lǐng)域得到了廣泛的應(yīng)用。

咨詢熱線:
139-8058-5417
地址:成都市邛崍市羊安工業(yè)園新邛路10號
手機:13980585417、15390448669
電話:028-81721173

掃一掃 關(guān)注我們

