
聯系人:鐘先生
電話:028-81721173
手機:13980585417、15390448669
網址:www.zhenzhuleyuan.com
地址:成都市邛崍市羊安工業園新邛路10號

其實進行表面噴涂工藝的時候,大家擔憂的也就是工件表面出現變形的問題,畢竟工件都已經制作完成,如果后期生產加工出現了變形,,熱噴涂加工絲材火焰噴涂施工的原理是什么?火焰噴除,是指通過氣體燃燒火焰的高溫將噴涂材料(金屬絲或粉末) 熔化,并用壓縮空氣流將它噴射到工件表面上形成涂層。并對因磨損腐蝕或加工超差引起的零件尺寸減小進行修復。同時,還可以賦予材料表面以特殊性能(電、光、磁等)。,絲材火焰噴涂是根據氧乙炔燃燒的熱源,將連續、均勻送入火焰中的噴涂絲材加熱、熔融,再通過高壓氣體霧化成微粒狀,直接噴射到預先處理過的工件表面,連續沉積形成金屬、合金涂層。這種工藝方法是目前國內常用的熱噴涂技術之一,主要噴涂鋅、鋁、鋅鋁合金材料,用于大型鋼結構件的長效防腐蝕。

進行噴涂加工的同時我們要確保焊工的人身安全,不僅要遵守有關部門所規定的安全規程,預防觸電及觸電后的急救方法,焊工自身也要做好保護措施。焊工噴涂加工觸電預防措施1、焊接工作前,焊機外殼是否接地、焊機各接線點接觸是否良好;焊接電纜的絕緣有無破損等。不允許未進行安全檢查就開始操作。2、不能依靠在工作臺、焊件上或接觸焊鉗等帶電體。對于焊機空載電壓較高的焊接操作,以及在潮濕工作地點操作時,還應在操作臺附近地面鋪設橡膠絕緣墊。3、更換保險絲;焊機發生故障時的檢修;推拉閘刀開關時,必須戴絕緣手套。4、在金屬容器內、金屬結構上以及其他狹小工作場所焊接時,觸電的危險性大,采用橡皮墊、戴皮手套,穿絕緣鞋等。5、不得使機器設備的傳動部分成為焊接電路,嚴禁利用廠房的金屬結構、軌(管)道等接進線路作為導線使用

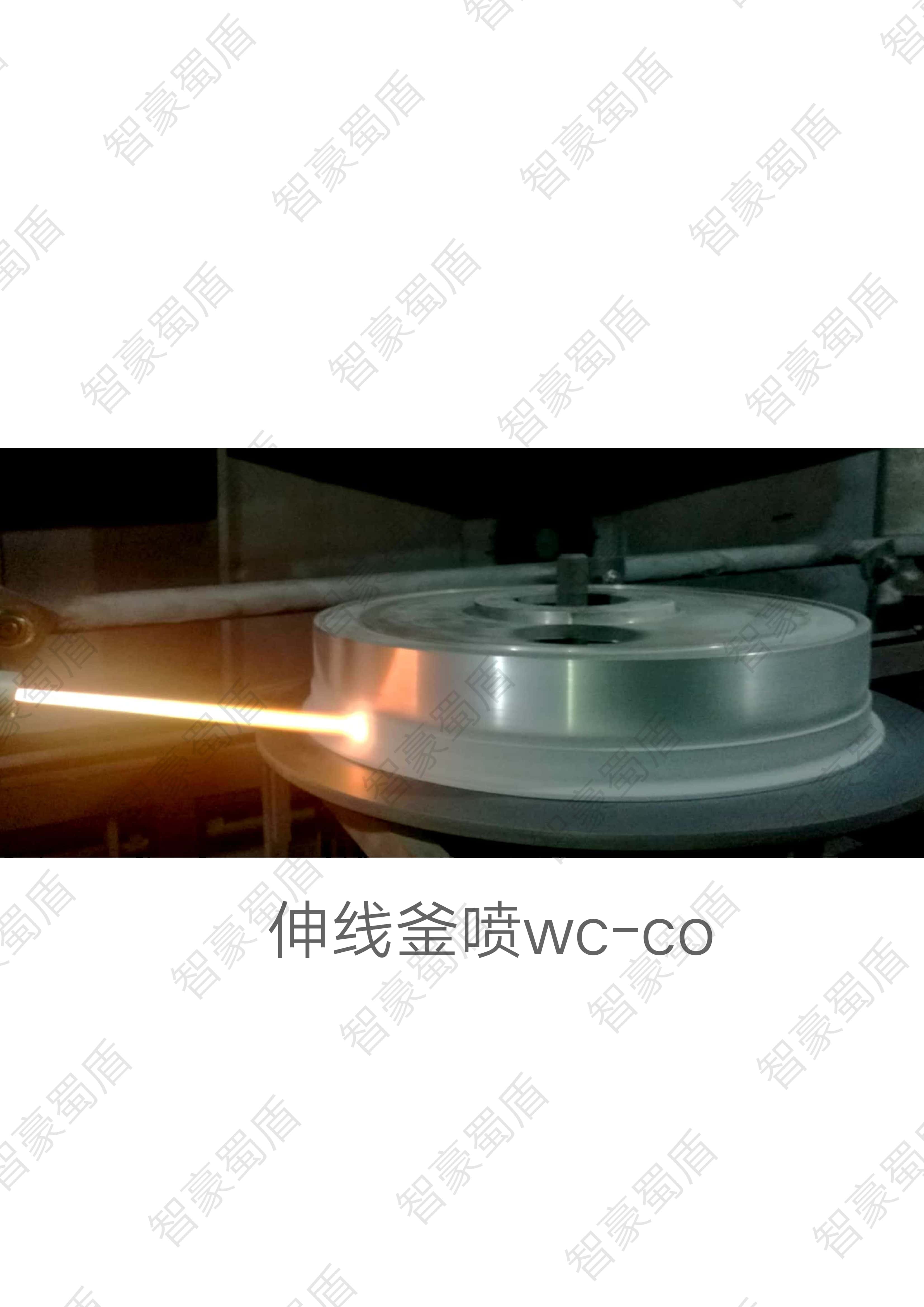
超音速噴涂碳化鎢有哪幾方面的特點?特點一,速度方面更高。超音速噴涂碳化鎢的音速是一般音速的五倍上下,專業陶瓷噴涂這樣加工的效果更強,加工效率方面也是無需我們擔心的。的確定在進行噴涂的過程中,粉末的速度也可以迅速提升,這樣就可以有效保護著呢個其噴涂的密度和強度,使用效果上也是不需要我們擔心的。特點二,結合度更強。因為超音速噴涂碳化鎢的工藝特殊,涂層高度致密,所以還可以有效減少氣孔率,這樣更能夠確保其表面的性能卓越。而且這樣的加工工藝結合強度都是非常高,所以加工生產出的產品質量問題方面更好,也是更值得我們選擇的。特點三,工件不變形。其實進行表面噴涂工藝的時候,大家擔憂的也就是工件表面出現變形的問題,畢竟工件都已經制作完成,深圳專業陶瓷噴涂如果后期生產加工出現了變形,可能一些精密度比較高的零部件就不可能繼續配套應用。超音速噴涂碳化鎢可以在高速運作中有效保證工件不變形,實用性也是能夠得到保障的。
個人防護是指在焊接過程中為防止自身危險而采取的防護措施。目前,焊工應設置防護屏,防護屏多為灰色或黑色;并應在車間墻體表面采用吸收材料裝飾。這樣可起到減少弧光的反射,保護操作者眼睛健康的作用。個人防護用品根據各種危害因素的特點設計,針對性強、種類多,如面罩、頭盔、防護眼鏡、安全帽、耳罩、口罩等。在一些特定的場所,如水下、高空中、罐中或船艙中進行焊接工作時,由于受到場所的限制,整體防護難以實現,這時,個人防護成為主要的防護措施。焊接車間污染的多樣性就使得我們需要對焊接工人進行保護,施焊工作應當保證工件接地良好。同時加強通風降溫,控制作業場所的溫度和濕度。不單單需要從污染源、傳播途徑、個人防護等方面進行綜合治理,同時也需要企業根據自身生產特點制定相應的防治措施。

超音速火焰噴涂是在八十年代初期,由美國Browning公司研制成功,并且先以JET-KOTE為商品推出。經過幾年的應用開發,該方法的優點逐漸被認識和接受。由此,世界上發達國家,投入了大量的財力對HVOF進行研究開發。于八十年代末九十年代初期,先后又有數種HVOF噴涂系統研制成功,井投入市場。如金剛石射流(Diamond-jet) ,沖鋒槍(Top-gun),連續爆炸噴涂(CDS,Continuous detonationspraying) ,射流槍(J-gun) ,高速空氣燃料系統(HVAF,High-velocity air-fuel) 等。超音速火焰噴涂是利用丙烷、丙烯等碳氫系燃氣或氫氣與高壓氧氣在燃燒室內,或在特殊的噴嘴中燃燒產生的高溫、高速燃燒焰流,燃燒焰流速度可達五馬赫(1500m/s)以上。超音速噴涂技術應用于機械零部件的在制造,可顯著提高其性能和使用壽命,符合優質、高效、節能、節材、環保的要求,可達到修舊利廢,產生良好的經濟效益。




