

聯(lián)系人:鐘先生
電話:028-81721173
手機:13980585417、15390448669
網(wǎng)址:www.zhenzhuleyuan.com
地址:成都市邛崍市羊安工業(yè)園新邛路10號

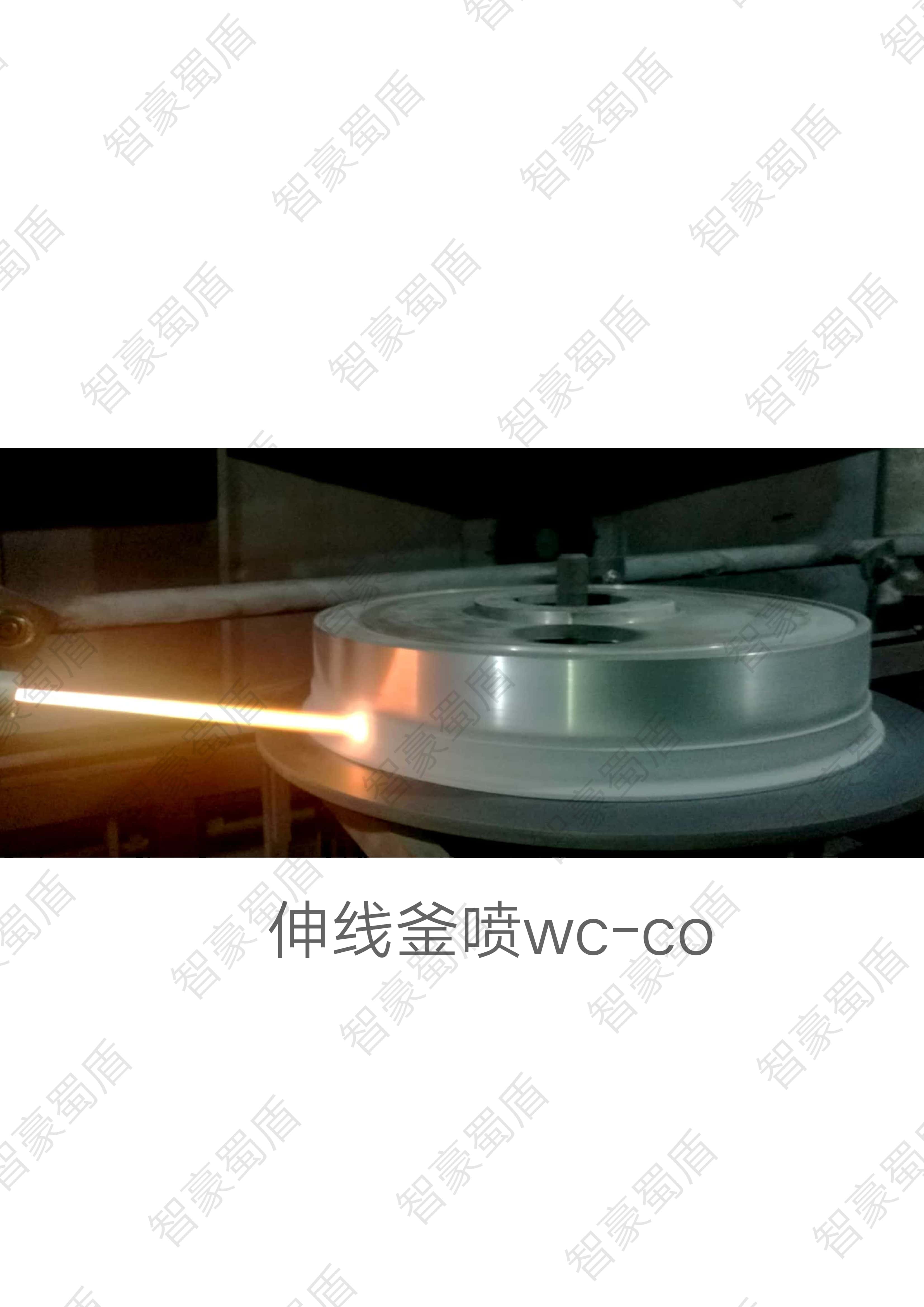
超音速火焰噴涂是利用丙烷、丙烯等碳氫系燃氣或氫氣與高壓氧氣在燃燒室內(nèi),或在特殊的噴嘴中燃燒產(chǎn)生的高溫、高速燃燒焰流,燃燒焰流速度可達五馬赫(1500m/s)以上。一般被稱作HVOF(High-velocityoxygen-fuel)。將粉末軸向送進該火焰,可以將噴涂粒子加熱至熔化或半熔化狀態(tài),并加速到高達300-500m/s,甚至更高的速度,從而獲得結(jié)合強度高、致密的高質(zhì)量的涂層。絲材火焰噴涂效率高,但噴出的熔滴大小不均,使得涂層結(jié)構(gòu)均勻,孔隙率也較大,且拉絲噴涂材料的成形工藝受到限制。本公司是專業(yè)、專注熱噴涂技術(shù)開發(fā)及技術(shù)服務(wù)型企業(yè)。公司主要提供超音速噴涂,陶瓷噴涂,各種金屬絲材噴涂等熱噴涂服務(wù)。實際使用時,前者耐磨性要高得多,而富含80%以上WC的硬質(zhì)合金,其耐磨性比鋼材高數(shù)十倍。所以,在大批量的揉捏出產(chǎn)時,為得到模具長的使用壽命,依然多用報價高、技術(shù)性雜亂的高速鋼、硬質(zhì)合金為模具資料。
在熱噴涂加工發(fā)展的過程中,每一次新型噴涂材料發(fā)明都會推動行業(yè)的巨大進步。近年來,噴涂材料向高品質(zhì)化、專用化和系列化方向發(fā)展。材料組成的復(fù)合化和低雜質(zhì)化。隨著機械部件工作條件的復(fù)雜華和對涂層性能要求的提高,單一或雜質(zhì)含量高的各類噴涂已經(jīng)不能滿足要求。熱噴涂材料結(jié)構(gòu)的超微與納米化。使用納米材料有助于使涂層的組織結(jié)構(gòu)細化、均勻化,從而獲得更高的涂層性能。材料性能的高端化。隨著對涂層性能要求的不斷提高,需要熱噴涂材料適應(yīng)單一性能的高端發(fā)展或綜合性能的充分配合。如比較常見的碳化鎢噴涂,現(xiàn)在發(fā)展了一種鈷含量比較高的碳化鎢,經(jīng)驗證,結(jié)合力、韌性更高及摩擦系數(shù)更低。用途的專業(yè)化、系列化。這是充分利用涂層材料潛能的必然要求。我國目前已有在種以上熱噴涂材料在工業(yè)生產(chǎn)中應(yīng)用。

超音速噴涂的應(yīng)用領(lǐng)域按噴涂層功能分類冷噴涂技術(shù)應(yīng)用領(lǐng)域如下:(1)耐腐蝕涂層在鋼材上制備陽極性防腐層(Zn、Al 及其合金),海南附件超音速火焰噴涂或噴涂陰極金屬(如N及其合金i等)。(2)耐磨、減摩涂層在機械制造與維修領(lǐng)域中噴涂金屬陶瓷和減磨合金涂層。(3)功能涂層在科學(xué)研究和電子技術(shù)領(lǐng)域中制備非晶涂層、生物材料涂層、納米結(jié)構(gòu)涂層等。(4)噴涂成型在許多機械制造和電子工業(yè)領(lǐng)域中直接噴涂Al、Cu 、N i 及其合金制造成形部件。(5)零件修復(fù)在汽車維修中,噴涂Al、Cu 、N i 及其合金修復(fù)發(fā)動機缸體和密封閥;在修復(fù)航天飛機火箭推進器時噴涂A l 及其合金涂層。(6)表面處理除噴涂金屬涂層的應(yīng)用外,噴涂機還用于表面處理。例如:海南超音速火焰噴涂噴砂去除表面污染物;預(yù)熱基材降低熱應(yīng)力等。
焊絲的爆斷的位置主要由于焊絲在該點附近產(chǎn)生電阻熱的大小,也就是其接觸電阻的大小。焊絲與導(dǎo)電嘴的接觸電阻隨時間的變化,基本不變。而焊絲與母材的接觸電阻在與母材接觸瞬間為無窮大,隨著短路電流的增加,接觸點開始軟化,使接觸面積增加,于是接觸電阻值急劇下降。因此,為了確保引弧成功,希望短路電流增長速度越大越好,接觸點的衰減速度越慢越好。也就是接觸電阻很大時,短路電流增加到較高的值,從而使接觸點發(fā)生爆斷。提高引弧成功率的方法主要有:在老式的焊機上,常常利用旁路電路將直流電感短接,而引弧成功后再將該電感接入;在逆變焊機中,充分利用電子電抗器調(diào)節(jié)電源動特性,而選擇很小的直流電感,因此逆變焊機的引弧較可靠。在開始引弧時,要令焊絲輸送速度慢一些,以便減小焊絲與母材的壓力增長速度,接觸點的電阻值衰減速度減緩。送絲速度太慢也不利,通常選用1.5~3m/min。引弧成功后,應(yīng)立即轉(zhuǎn)為正常送死速度。

咨詢熱線:
139-8058-5417
地址:成都市邛崍市羊安工業(yè)園新邛路10號
手機:13980585417、15390448669
電話:028-81721173

掃一掃 關(guān)注我們

