

聯(lián)系人:鐘先生
電話:028-81721173
手機(jī):13980585417、15390448669
網(wǎng)址:www.zhenzhuleyuan.com
地址:成都市邛崍市羊安工業(yè)園新邛路10號

1、用潔凈的稀釋劑或水將涂料調(diào)到合適噴涂的粘度,經(jīng)涂-4粘度計測量,合適的粘度一般是18~30秒。如一時沒有粘度計,可用目測法:用棒(鐵棒或木棒)將涂料攪勻后挑起至20厘米高處停下觀察,如漆液在短時間(數(shù)秒鐘)內(nèi)不斷線,則為太稠;如一離桶上沿即斷線則為太稀;要在20厘米高處則停時,漆液成一直線,瞬間即斷流變成往下滴,這個粘度較為合適。2、空氣壓力較好控制在0.3-0.4兆帕(3-4公斤力/平方厘米)。壓力過小,漆液霧化不良,表面會形成麻點:壓力過大易流掛,且漆霧過大,既浪費材料又影響操作者的健康。3、噴嘴與物面的距離一般200-300毫米為宜。過近易流掛;過遠(yuǎn)漆霧不均勻,易出現(xiàn)麻點,且噴嘴距物面遠(yuǎn)漆霧在途中飛散造成浪費。距離的具體大小,應(yīng)根據(jù)玻璃漆的種類、粘度及氣壓的大小來適當(dāng)調(diào)整。
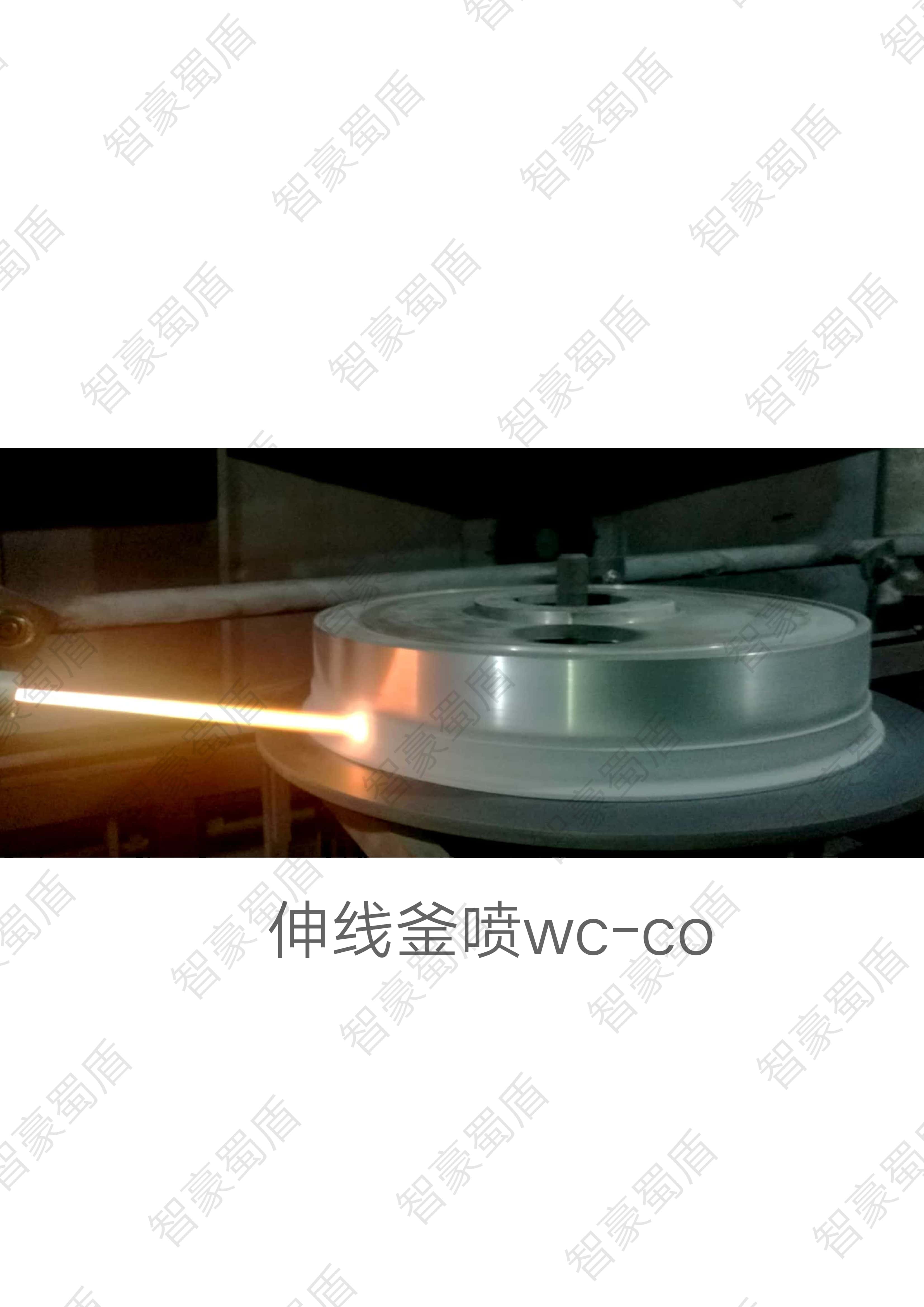
金屬硬密封球閥在石油、化工、冶金和城市建設(shè)中得到了廣泛的應(yīng)用。通過選用不同的材質(zhì),金屬硬密封球閥可以適用于水、蒸汽、油品、硝酸、醋酸和尿素等多種介質(zhì)。通過結(jié)構(gòu)上的優(yōu)化設(shè)計,金屬硬密封球閥可以實現(xiàn)無摩擦和低扭矩啟閉。在使用中,金屬硬密封球閥的主要失效形式是沖蝕磨損。雖然,通過表面熱處理或堆焊硬質(zhì)合金等方法能提高金屬硬密封球閥的使用壽命和耐擦傷性能,但仍然不能滿足輸送鋼灰、煤粉、硅粉和氧化鋁粉末等特殊介質(zhì)的要求。如果應(yīng)用超音速火焰噴涂技術(shù)處理球體,能在球體表面形成碳化物金屬陶瓷涂層,該涂層與基體結(jié)合強(qiáng)度可達(dá)70MPa,孔隙率<2%,具有均勻致密的結(jié)構(gòu),比較完整的保持了硬質(zhì)相WC的特性,硬度>1000HV,耐磨耐蝕性能好,有很好的機(jī)械力學(xué)性能,可以顯著改善球閥的使用性能。

熱噴涂加工纖維噴涂(1)、噴涂設(shè)備調(diào)試,應(yīng)嚴(yán)格按照設(shè)備操作說明調(diào)驗噴涂主機(jī)風(fēng)壓、膠泵壓力和給料裝置,通過樣板試噴、膠液流量和出棉量的測量,逐步調(diào)整風(fēng)壓范圍和進(jìn)料攪拌速度,直到纖維噴涂狀態(tài)穩(wěn)定,達(dá)到噴涂工藝的要求。(2)、與圖紙核對校驗,確定纖維噴涂部位,對非噴涂部位做標(biāo)記和必要的防護(hù)。(3)、分區(qū)安放厚度標(biāo)尺(標(biāo)塊),然后進(jìn)行噴涂。噴涂角度應(yīng)符合技術(shù)要求,以便獲得較大的壓實力和最小的回彈。對于噴涂厚度小于100mm厚的噴涂層可一次噴涂完成。(4)、噴涂層表面整形:待噴涂產(chǎn)品表面干燥約半小時后,根據(jù)保溫或吸聲工程的不同要求,使用毛滾、鋁輥、壓板或鋁合金杠尺等不同整形工具進(jìn)行表面整形。(5)、在整形后的產(chǎn)品表面再次噴涂粘接劑面涂層,以增強(qiáng)表面強(qiáng)度。如設(shè)計要求表面著色,可在面涂層完工后噴涂色漿著色。(6)、噴涂后的施工現(xiàn)場應(yīng)及時清理,將回彈料清除現(xiàn)場,并拆除噴涂防護(hù)等。

超音速火焰噴涂工藝流程:超音速噴涂施工前的準(zhǔn)備工作、表面預(yù)處理、噴涂、噴涂后處理。超音速火焰噴涂工件表面的預(yù)處理表面制備,是保證涂層與基體結(jié)合強(qiáng)度的重要工序1、凹切處理,表面存在疲勞層和局部嚴(yán)重拉傷的溝痕時,北京周邊超音速電弧噴涂在強(qiáng)度允許的前提下可以進(jìn)行車削處理,為熱噴涂提供容納的空間。2、超音速火焰噴涂的表面清理,清除油污,鐵銹,漆層等,使工件表面潔凈,油污油漆可以用溶劑清洗劑除去。周邊超音速電弧噴涂如果油漬已經(jīng)滲入基體材料,可以用火焰加熱除去,對銹層可以進(jìn)行酸浸,機(jī)械打磨或噴砂除去。3、超音速火焰噴涂的表面粗化,目的是為了增強(qiáng)涂層與基體的結(jié)合力,消除應(yīng)力效應(yīng),常用的有噴砂、開槽、車螺紋、拉毛。

咨詢熱線:
139-8058-5417
地址:成都市邛崍市羊安工業(yè)園新邛路10號
手機(jī):13980585417、15390448669
電話:028-81721173

掃一掃 關(guān)注我們

