

聯(lián)系人:鐘先生
電話:028-81721173
手機(jī):13980585417、15390448669
網(wǎng)址:www.zhenzhuleyuan.com
地址:成都市邛崍市羊安工業(yè)園新邛路10號(hào)

一、電力系統(tǒng):1、火電廠鍋爐水冷壁管、過熱器管、再熱器管、節(jié)煤(或油)器管,簡稱“鍋爐四管’噴涂防腐耐磨涂層;2、火電廠汽輪機(jī)缸蓋結(jié)合面泄漏噴涂修復(fù);3、火電廠吸、排風(fēng)機(jī)葉輪及磨煤機(jī)系統(tǒng)噴焊修復(fù)與表面強(qiáng)化;4、水電站水輪機(jī)過流部位導(dǎo)中、閘門殼、排水減壓管、轉(zhuǎn)輪、導(dǎo)葉環(huán)、罩殼等抗氣蝕沖刷噴焊層;5、柴油發(fā)電機(jī)曲軸磨損后的修復(fù);6、風(fēng)力發(fā)電底座的噴涂;二、冶金系統(tǒng):1、各種軋輥修復(fù)與強(qiáng)化海上作業(yè)平臺(tái),石油液化、汽化大口徑管道,抽油機(jī)機(jī)身、圍欄、護(hù)欄、防盜井囗房、采油樹、計(jì)量站管道設(shè)施;2、無縫鋼管生產(chǎn)企業(yè)采用噴焊工藝制造的復(fù)合軋頂代替鑄鋼扎頂,提高壽命4-5倍以上;3、高爐渣口、風(fēng)口原材質(zhì)為紫銅耐熔磁鐵水腐蝕性差,采用等離子噴涂紫銅+Ni-Cr-Al+Ni/Al2o3陶瓷及氧化物,提高壽命一倍以上;

(1)切削工具。硬質(zhì)合金可用作各式各樣的切削工具。中國切削工具的硬質(zhì)合金用量約占全部硬質(zhì)合金產(chǎn)值的三分之一,現(xiàn)在仍以焊接刀具為主,而數(shù)控刀具用硬質(zhì)合金占20%左右,并在快速的增長。別的還有硬質(zhì)合金鉆頭,綿陽專業(yè)防火噴涂合金小圓鋸片、硬質(zhì)合金旋轉(zhuǎn)銼等等切削刀具。(2)地質(zhì)礦山工具。地質(zhì)地礦用硬質(zhì)合金在硬質(zhì)合金總量比例比較打約占合金出產(chǎn)總量的30%左右。通常用在地質(zhì)勘探鉆頭,石油氣田用潛孔鉆、牙輪鉆以及截煤機(jī)截齒,工程挖路工具、建材工業(yè)沖擊鉆。(3)鎢鋼模具資料。專業(yè)防火噴涂廠通常情況下用在制造各類模具的比重約占8%左右。例如,拉絲模、冷鐓模、冷沖模、熱鍛模以及拉管芯棒,此類模具約占硬質(zhì)合金出產(chǎn)總量的3%(4)耐磨零件。硬質(zhì)合金用來制造的耐磨零件包含硬質(zhì)合金噴嘴、硬質(zhì)合金球、硬質(zhì)合金輪胎防滑釘、硬質(zhì)合金導(dǎo)軌等等。(5)構(gòu)造零件。如旋轉(zhuǎn)密封環(huán)、車床頂頭、磨床心軸、軸承等。

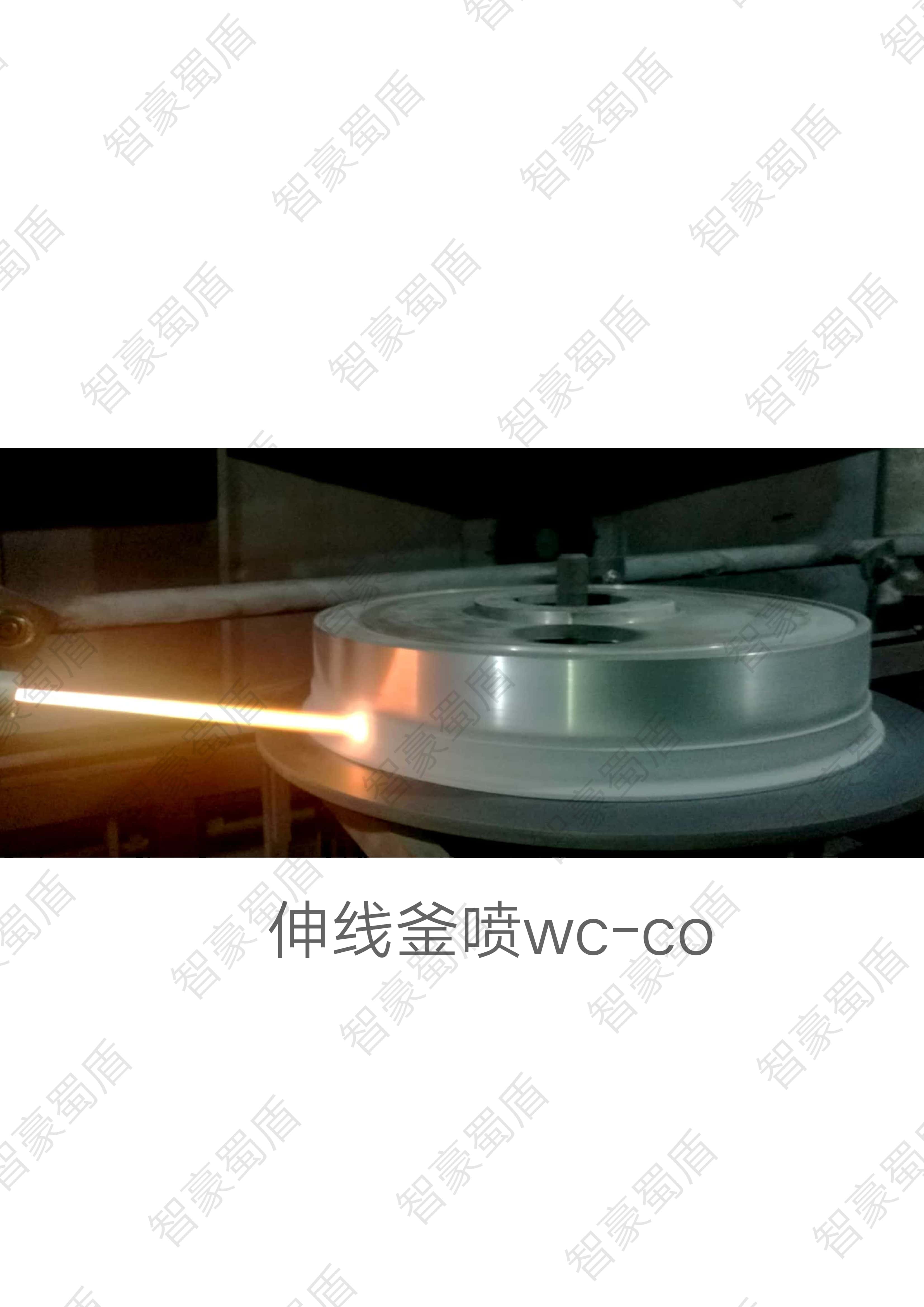
超音速火焰噴涂是利用丙烷、丙烯等碳?xì)湎等細(xì)饣驓錃馀c高壓氧氣在燃燒室內(nèi),或在特殊的噴嘴中燃燒產(chǎn)生的高溫、高速燃燒焰流,燃燒焰流速度可達(dá)五馬赫(1500m/s)以上。一般被稱作HVOF(High-velocityoxygen-fuel)。將粉末軸向送進(jìn)該火焰,可以將噴涂粒子加熱至熔化或半熔化狀態(tài),并加速到高達(dá)300-500m/s,甚至更高的速度,從而獲得結(jié)合強(qiáng)度高、致密的高質(zhì)量的涂層。絲材火焰噴涂效率高,但噴出的熔滴大小不均,使得涂層結(jié)構(gòu)均勻,孔隙率也較大,且拉絲噴涂材料的成形工藝受到限制。本公司是專業(yè)、專注熱噴涂技術(shù)開發(fā)及技術(shù)服務(wù)型企業(yè)。公司主要提供超音速噴涂,陶瓷噴涂,各種金屬絲材噴涂等熱噴涂服務(wù)。實(shí)際使用時(shí),前者耐磨性要高得多,而富含80%以上WC的硬質(zhì)合金,其耐磨性比鋼材高數(shù)十倍。所以,在大批量的揉捏出產(chǎn)時(shí),為得到模具長的使用壽命,依然多用報(bào)價(jià)高、技術(shù)性雜亂的高速鋼、硬質(zhì)合金為模具資料。

金屬表面耐磨涂層加工技術(shù)適用于所有與金屬相關(guān)的制造業(yè),包括鐘表、電子產(chǎn)品、家用電器、汽車零部件等行業(yè)。這項(xiàng)技術(shù)可以改變金屬的功能,提高裝飾性。前者具有防腐蝕和提高耐久性的作用,后者可使金屬外觀更加美觀。金屬表面耐磨涂層的作用特點(diǎn)1、降低摩擦系數(shù),削減磨損、咬合等。2、物體外表可達(dá)100%光滑。3、摩擦系數(shù)可減至0.06—0.08,使部件更耐磨損。4、涂層厚度僅0.5微米,確保設(shè)備部件不會(huì)有公役。5、操作溫度范圍廣,可耐高溫400 ℃。6、能消除或削減由摩擦、摩損等引起的許多設(shè)備修理、維護(hù)問題。7、克服或削減機(jī)械光滑問題,進(jìn)步機(jī)械的工作效率及使用壽命。金屬表面強(qiáng)化修復(fù)機(jī)利用電火花放電原理在工件上堆焊合金或堆積金屬陶瓷,電火花放電頻率70-2000Hz,火花繼續(xù)10-6-10-5秒。在接觸區(qū)域?qū)㈦姌O瞬間加熱至8000-25000℃,使電極材料堆積堆焊到工件上,發(fā)生冶金結(jié)合。
超音速噴涂時(shí),先要按照設(shè)備的規(guī)矩要求斷定氧氣和燃?xì)獾牧髁浚源_保噴槍焰流抵達(dá)規(guī)劃的功率水平。實(shí)踐出產(chǎn)進(jìn)程中有多種要素可導(dǎo)致氧-燃?xì)夥蓊~的不堅(jiān)決,而氧-燃?xì)夥蓊~對(duì)斷定終究的涂層安排十分重要。理論上,丙烷徹底燃燒要求氧與丙烷的份額為5∶1(C3H8+5O2=4H2O+3CO2),這一燃燒份額發(fā)作的是中性焰(即,燃燒時(shí)氧與燃?xì)夥肿尤亢谋M)。超音速噴涂線材的化學(xué)功能主要通過化學(xué)元素分析方法來檢測,化學(xué)元素分析法是一種傳統(tǒng)的材料成分分析法,通過它能夠分析判定材料中含有的元素成分及份額。超音速噴涂技術(shù)應(yīng)用于機(jī)械零部件的在制造,可顯著提高其性能和使用壽命,符合優(yōu)質(zhì)、高效、節(jié)能、節(jié)材、環(huán)保的要求,可達(dá)到修舊利廢,產(chǎn)生良好的經(jīng)濟(jì)效益。

咨詢熱線:
139-8058-5417
地址:成都市邛崍市羊安工業(yè)園新邛路10號(hào)
手機(jī):13980585417、15390448669
電話:028-81721173

掃一掃 關(guān)注我們

