
聯系人:鐘先生
電話:028-81721173
手機:13980585417、15390448669
網址:www.zhenzhuleyuan.com
地址:成都市邛崍市羊安工業園新邛路10號

此外,經珩磨后涂層厚度在120-150微米之間,與鑄鐵缸套相比,薄壁涂層大大改善了氣缸內孔與氣缸體間的熱能傳導。,內孔等離子噴涂工藝即采用大氣等離子噴涂工藝將粉末狀材料涂覆在氣缸運行內表面,選擇不同的噴涂粉末以實現低摩擦、低油耗、高耐磨性和高耐腐蝕性的目標。它是一種內孔噴涂工藝,屬于歐洲先進技術——無缸套技術。該技術在國外高端汽車品牌早已獲得了成熟運用,例如布加迪、保時捷、阿斯頓馬丁、大眾、奧迪等汽車發動機,斯堪尼亞卡車等柴油機以及ROTAX等航空發動機及摩托發動機(如寶馬、雅馬哈)。該技術另外的一個重要應用就是針對高端二手發動機、高端商用車柴油發動機缸套進行再制造。再制造不同于維修,屬于綠色制造,能夠較大限度的挖掘產品的剩余價值,有著巨大的發展潛力。
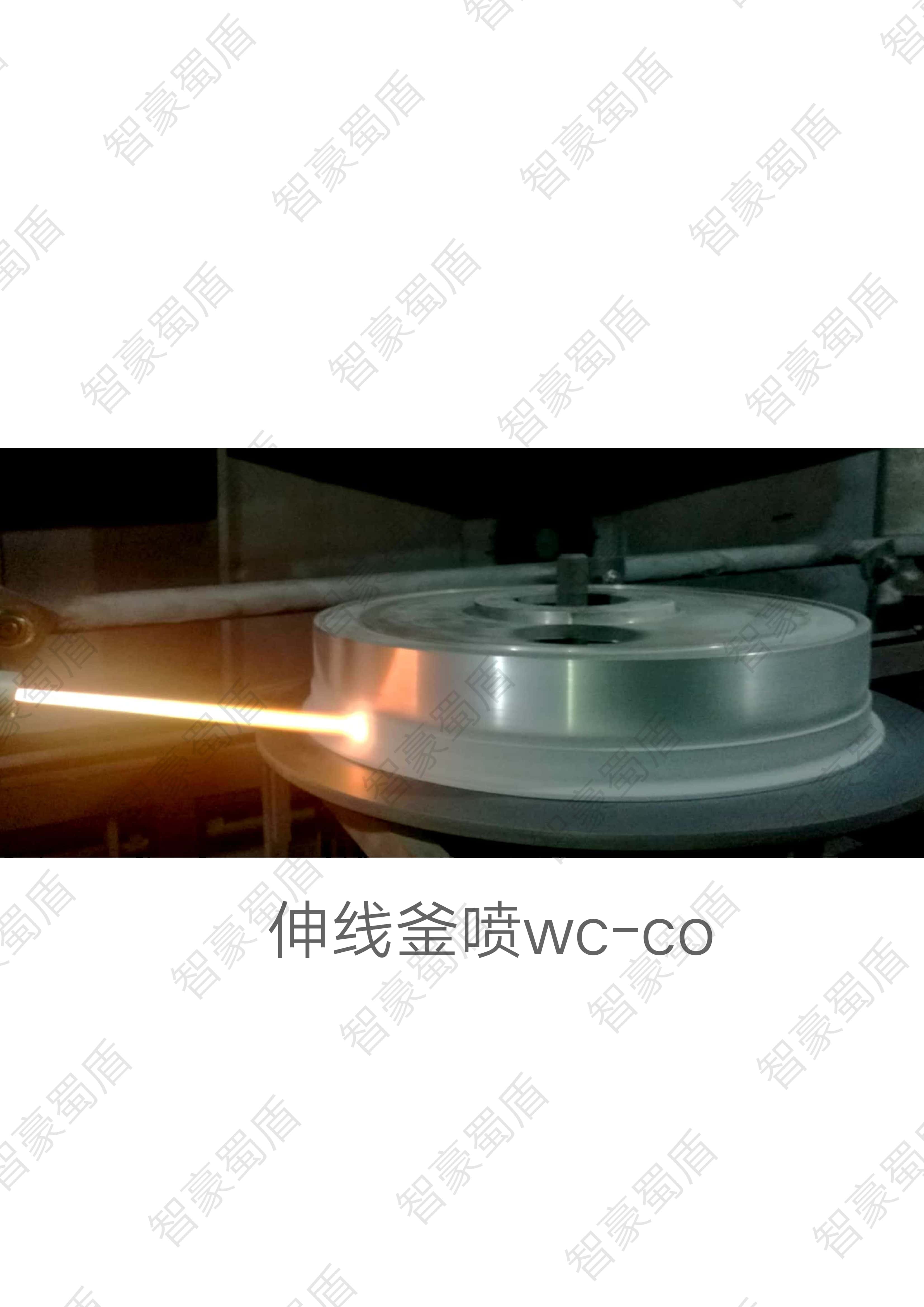
在熱噴涂加工發展的過程中,每一次新型噴涂材料發明都會推動行業的巨大進步。近年來,噴涂材料向高品質化、專用化和系列化方向發展。材料組成的復合化和低雜質化。隨著機械部件工作條件的復雜華和對涂層性能要求的提高,單一或雜質含量高的各類噴涂已經不能滿足要求。熱噴涂材料結構的超微與納米化。使用納米材料有助于使涂層的組織結構細化、均勻化,從而獲得更高的涂層性能。材料性能的高端化。隨著對涂層性能要求的不斷提高,需要熱噴涂材料適應單一性能的高端發展或綜合性能的充分配合。如比較常見的碳化鎢噴涂,現在發展了一種鈷含量比較高的碳化鎢,經驗證,結合力、韌性更高及摩擦系數更低。用途的專業化、系列化。這是充分利用涂層材料潛能的必然要求。我國目前已有在種以上熱噴涂材料在工業生產中應用。
噴涂,對于金粉來說不算陌生的技術。以實現低摩擦、低油耗、高耐磨性和高耐腐蝕性的目標,提高發動機性能,實現發動機輕質化。但你見過內孔熱噴涂嗎?據說這是目前先進的發動機內孔加工技術內孔等離子噴涂工藝即采用大氣等離子噴涂工藝將粉末狀材料涂覆在氣缸運行內表面,選擇不同的噴涂粉末以實現低摩擦、低油耗、高耐磨性和高耐腐蝕性的目標。它是一種內孔熱噴涂加工工藝,屬于歐洲先進技術——無缸套技術,天津噴涂碳化鎢它在國外高端汽車品牌早已獲得了成熟運用,例如布加迪、保時捷、阿斯頓馬丁、大眾、奧迪等汽車發動機,斯堪尼亞卡車等柴油機以及ROTAX等航空發動機及摩托發動機(如寶馬、雅馬哈)。周邊噴涂碳化鎢廠該技術另外的一個重要應用就是針對高端二手發動機、高端商用車柴油發動機缸套進行再制造。

熱噴涂加工纖維噴涂(1)、噴涂設備調試,應嚴格按照設備操作說明調驗噴涂主機風壓、膠泵壓力和給料裝置,通過樣板試噴、膠液流量和出棉量的測量,逐步調整風壓范圍和進料攪拌速度,直到纖維噴涂狀態穩定,達到噴涂工藝的要求。(2)、與圖紙核對校驗,確定纖維噴涂部位,對非噴涂部位做標記和必要的防護。(3)、分區安放厚度標尺(標塊),然后進行噴涂。噴涂角度應符合技術要求,以便獲得較大的壓實力和最小的回彈。對于噴涂厚度小于100mm厚的噴涂層可一次噴涂完成。(4)、噴涂層表面整形:待噴涂產品表面干燥約半小時后,根據保溫或吸聲工程的不同要求,使用毛滾、鋁輥、壓板或鋁合金杠尺等不同整形工具進行表面整形。(5)、在整形后的產品表面再次噴涂粘接劑面涂層,以增強表面強度。如設計要求表面著色,可在面涂層完工后噴涂色漿著色。(6)、噴涂后的施工現場應及時清理,將回彈料清除現場,并拆除噴涂防護等。




