
聯系人:鐘先生
電話:028-81721173
手機:13980585417、15390448669
網址:www.zhenzhuleyuan.com
地址:成都市邛崍市羊安工業園新邛路10號
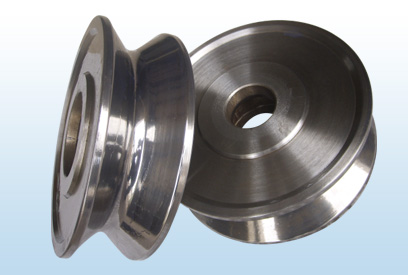
熱噴涂加工技術是利用熱源將噴涂材料加熱至熔化或半熔化狀態,并已一定的速度噴射沉積到經過預處理的基體表面形成涂層的方法,賦予基體表面特殊功能的目的。一燃燒法:線材火焰噴涂是采用氧-乙炔燃燒火焰作熱源,噴涂材料為線材的熱噴涂方法,簡稱氣噴涂。二電加熱法:電加熱法是在兩電極之間的氣體介質中,產生強烈而持久的放電電弧,從而產生高溫作為熱源,噴涂材料為線材的熱噴涂方法.特點:采用等離子噴涂和爆炸噴涂技術,在各種液壓缸、往復泵中的柱塞和活塞桿表面上噴涂特種陶瓷涂層。硬質合金噴涂硬質合金噴涂突出特點在于:1.陶瓷涂層與鋼基體形成復合材料結構,有效利用熱噴涂的優點,強度高且耐磨抗蝕;2.摩擦系數低、能耗小、減少摩擦能耗;3.對密封填料或對偶件的磨耗小,減少維修;
硬質合金噴涂需要具備四大性能:1.具有高的強耐性:模具在擠壓過程中要同時接受極大的擠壓力、彎曲應力、沖擊等雜亂的負荷。故請求所選用的資料,通過熱處理后,應具有高的強耐性。因此,模具資料應有杰出的淬透性,這么才干確保模具能淬透及均勻的安排。大塊的碳化物及嚴峻的偏折,纖維方向性和非金屬攙雜等內部缺點,都會使模具的強耐性降低,或在受負荷時導致應力會集,造成模具前期損壞。2.具備非常良好的耐磨性:模具應有高的耐磨性,才敢確保正常的使用壽命,出產出大批量合格的擠壓件。通常來說,鋼的硬度與耐磨性在必定條件下是成正比的。故模具材料不但要有足夠的淬透性,還要有高的淬硬性。除了硬度外,起決定性的還有熱處理后基體安排的粗細、成分、過剩與口火析出碳化物多少、巨細、類型、分散度及紅硬性等。如高速鋼與低合金工具鋼,盡管熱處理后具有相同的硬度值。

金屬硬密封球閥在石油、化工、冶金和城市建設中得到了廣泛的應用。通過選用不同的材質,金屬硬密封球閥可以適用于水、蒸汽、油品、硝酸、醋酸和尿素等多種介質。通過結構上的優化設計,金屬硬密封球閥可以實現無摩擦和低扭矩啟閉。在使用中,金屬硬密封球閥的主要失效形式是沖蝕磨損。雖然,通過表面熱處理或堆焊硬質合金等方法能提高金屬硬密封球閥的使用壽命和耐擦傷性能,但仍然不能滿足輸送鋼灰、煤粉、硅粉和氧化鋁粉末等特殊介質的要求。如果應用超音速火焰噴涂技術處理球體,能在球體表面形成碳化物金屬陶瓷涂層,該涂層與基體結合強度可達70MPa,孔隙率<2%,具有均勻致密的結構,比較完整的保持了硬質相WC的特性,硬度>1000HV,耐磨耐蝕性能好,有很好的機械力學性能,可以顯著改善球閥的使用性能。

焊工熱噴涂加工觸電急救措施1、迅速脫離電源。如果電源開關離救護人員很近時,應立即拉掉開關切斷電源;當電源開關離救護人員較遠時,可用絕緣手套或木棒將電源切斷。如導線塔在觸電者的身上或壓在身下時,可用干燥木棍及其它絕緣物體將電源線挑開。2、就地急救處理。當觸電者脫離電源后,必須在現場就地搶救。只有漢現場對安全有威脅時,才能把觸電者抬到安全地方進行搶救,但不能等把觸電者長途送往醫院進行再搶救。3、準確地使用人工呼吸。如果觸電者神志清醒,僅心慌,四肢麻木或者一度昏迷還沒有失去知覺,應讓他安靜休息。4、堅持搶救。堅持就是觸電者復生的希望,百分之一的希望也要盡百分之百的努力。

表面預加工:一是使工件表面適合于涂層沉積,增加結合面積;二是有利于克服涂層的收縮應力。對工件的某些部位作相應預加工以分散涂層的局部應力,增加涂層的抗剪能力。常用的方法是切圓角和預制涂層槽。周邊防火噴涂工件表面粗車螺紋也是常用的方法之一,尤其在噴涂大型工件時常用車削螺紋來增加結合面積。表面凈化:常采用溶劑清洗,堿液清洗和加熱脫脂等方法,以除去表面油污,保持清潔度。常用的清洗溶劑有:周邊防火噴涂加工汽油、丙酮、四氯化碳和三氯已烯。對大型修復工件常采用堿液清洗。堿液一般用氫氧化鈉或碳酸鈉等配制,這是一種較廉價的方法。噴砂粗化處理:(這是熱噴涂重要的預處理方法。體育館網架結構件、公用設施、各類化工容器、大直徑管道、陶瓷行業瀘泥機板框、印染行業導布輥、煤碳行業皮帶運輸機鑄鐵托輪、印刷機各種導輥等表面噴涂尼龍的減摩耐磨涂層,以及噴涂聚乙烯、EVA樹脂、氯化聚醚、環氧樹脂等防腐涂層,彌補靜電噴塑不足。

硬質合金噴涂用處廣泛,國內硬質合金噴涂用處可分為幾大類:(1)切削工具。硬質合金可用作各式各樣的切削工具。中國切削工具的硬質合金用量約占全部硬質合金產值的三分之一,現在仍以焊接刀具為主,而數控刀具用硬質合金占20%左右,并在快速的增長。別的還有硬質合金鉆頭,合金小圓鋸片、硬質合金旋轉銼等等切削刀具。(2)地質礦山工具。地質地礦用硬質合金在硬質合金總量比例比較打約占合金出產總量的30%左右。通常用在地質勘探鉆頭,石油氣田用潛孔鉆、牙輪鉆以及截煤機截齒,工程挖路工具、建材工業沖擊鉆。(3)鎢鋼模具資料。通常情況下用在制造各類模具的比重約占8%左右。例如,拉絲模、冷鐓模、冷沖模、熱鍛模以及拉管芯棒,此類模具約占硬質合金出產總量的3%




