

聯(lián)系人:鐘先生
電話:028-81721173
手機(jī):13980585417、15390448669
網(wǎng)址:www.zhenzhuleyuan.com
地址:成都市邛崍市羊安工業(yè)園新邛路10號(hào)

如今噴涂技術(shù)的多樣化以及科技化都讓我們的人工得以解放,但是焊接車間的污染我們卻也不得不防。如今焊接車間的污染有很多種形式,可是總得來說還是可以分為化學(xué)有害污染以及物理有害污染兩大類。下面就讓硬質(zhì)合金噴涂來帶你了解一下吧!按熱熔融方式的不同,焊接工藝方法可分為:電弧焊、電阻焊、高頻焊、電渣焊、電子束焊、錫焊等,上述焊接工藝均為利用電能轉(zhuǎn)換為熱能;氧炔焊、摩擦焊、激光焊等,則利用了化學(xué)能、機(jī)械能、激光能轉(zhuǎn)換為熱能。堆焊、釬焊等則可為利用電能,亦可為利用其它能源。被熔融物,有的是被焊接材料與焊條、焊絲,有的僅為被焊接材料自身熔融,也有的是焊接材料熔融而被焊接材料不熔融。但不管誰熔融,都要避免被氧化。為此要使用各種不同的焊劑或保護(hù)氣體。施焊過程中產(chǎn)生的焊接煙塵也就各不相同了。

一、電力系統(tǒng):1、火電廠鍋爐水冷壁管、過熱器管、再熱器管、節(jié)煤(或油)器管,簡(jiǎn)稱“鍋爐四管’噴涂防腐耐磨涂層;2、火電廠汽輪機(jī)缸蓋結(jié)合面泄漏噴涂修復(fù);3、火電廠吸、排風(fēng)機(jī)葉輪及磨煤機(jī)系統(tǒng)噴焊修復(fù)與表面強(qiáng)化;4、水電站水輪機(jī)過流部位導(dǎo)中、閘門殼、排水減壓管、轉(zhuǎn)輪、導(dǎo)葉環(huán)、罩殼等抗氣蝕沖刷噴焊層;5、柴油發(fā)電機(jī)曲軸磨損后的修復(fù);6、風(fēng)力發(fā)電底座的噴涂;二、冶金系統(tǒng):1、各種軋輥修復(fù)與強(qiáng)化海上作業(yè)平臺(tái),石油液化、汽化大口徑管道,抽油機(jī)機(jī)身、圍欄、護(hù)欄、防盜井囗房、采油樹、計(jì)量站管道設(shè)施;2、無縫鋼管生產(chǎn)企業(yè)采用噴焊工藝制造的復(fù)合軋頂代替鑄鋼扎頂,提高壽命4-5倍以上;3、高爐渣口、風(fēng)口原材質(zhì)為紫銅耐熔磁鐵水腐蝕性差,采用等離子噴涂紫銅+Ni-Cr-Al+Ni/Al2o3陶瓷及氧化物,提高壽命一倍以上;

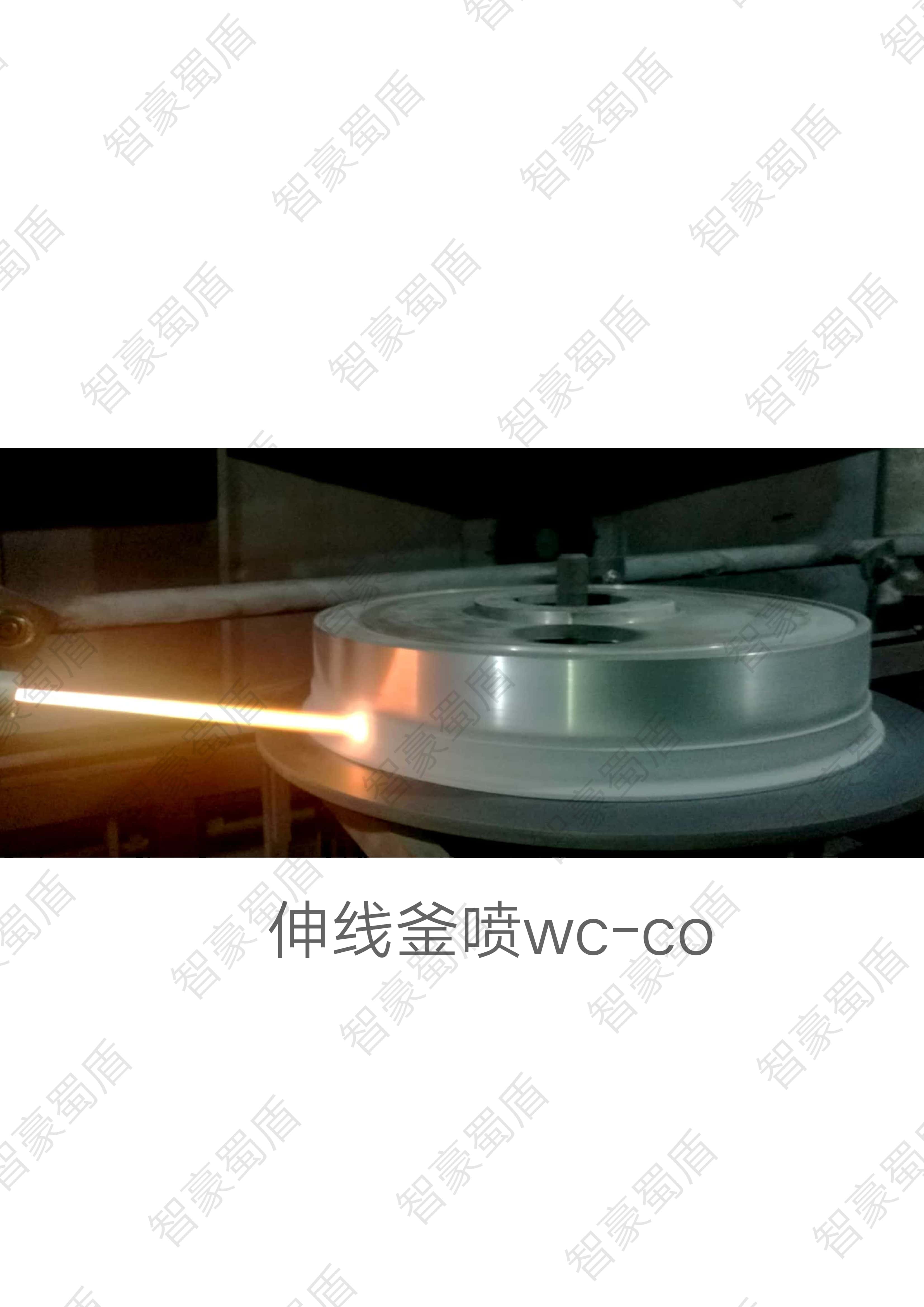
超音速火焰噴涂工藝流程:超音速噴涂施工前的準(zhǔn)備工作、表面預(yù)處理、噴涂、噴涂后處理。超音速火焰噴涂工件表面的預(yù)處理表面制備,是保證涂層與基體結(jié)合強(qiáng)度的重要工序1、凹切處理,表面存在疲勞層和局部嚴(yán)重拉傷的溝痕時(shí),在強(qiáng)度允許的前提下可以進(jìn)行車削處理,為熱噴涂提供容納的空間。2、超音速火焰噴涂的表面清理,清除油污,鐵銹,漆層等,使工件表面潔凈,油污油漆可以用溶劑清洗劑除去。如果油漬已經(jīng)滲入基體材料,可以用火焰加熱除去,對(duì)銹層可以進(jìn)行酸浸,機(jī)械打磨或噴砂除去。3、超音速火焰噴涂的表面粗化,目的是為了增強(qiáng)涂層與基體的結(jié)合力,消除應(yīng)力效應(yīng),常用的有噴砂、開槽、車螺紋、拉毛。
焊工熱噴涂加工觸電急救措施1、迅速脫離電源。如果電源開關(guān)離救護(hù)人員很近時(shí),應(yīng)立即拉掉開關(guān)切斷電源;當(dāng)電源開關(guān)離救護(hù)人員較遠(yuǎn)時(shí),可用絕緣手套或木棒將電源切斷。如導(dǎo)線塔在觸電者的身上或壓在身下時(shí),可用干燥木棍及其它絕緣物體將電源線挑開。2、就地急救處理。專業(yè)金屬噴涂當(dāng)觸電者脫離電源后,必須在現(xiàn)場(chǎng)就地?fù)尵取?strong>瑞麗專業(yè)金屬噴涂只有漢現(xiàn)場(chǎng)對(duì)安全有威脅時(shí),才能把觸電者抬到安全地方進(jìn)行搶救,但不能等把觸電者長(zhǎng)途送往醫(yī)院進(jìn)行再搶救。3、準(zhǔn)確地使用人工呼吸。如果觸電者神志清醒,僅心慌,四肢麻木或者一度昏迷還沒有失去知覺,應(yīng)讓他安靜休息。4、堅(jiān)持搶救。堅(jiān)持就是觸電者復(fù)生的希望,百分之一的希望也要盡百分之百的努力。

咨詢熱線:
139-8058-5417
地址:成都市邛崍市羊安工業(yè)園新邛路10號(hào)
手機(jī):13980585417、15390448669
電話:028-81721173

掃一掃 關(guān)注我們

