
聯系人:鐘先生
電話:028-81721173
手機:13980585417、15390448669
網址:www.zhenzhuleyuan.com
地址:成都市邛崍市羊安工業園新邛路10號
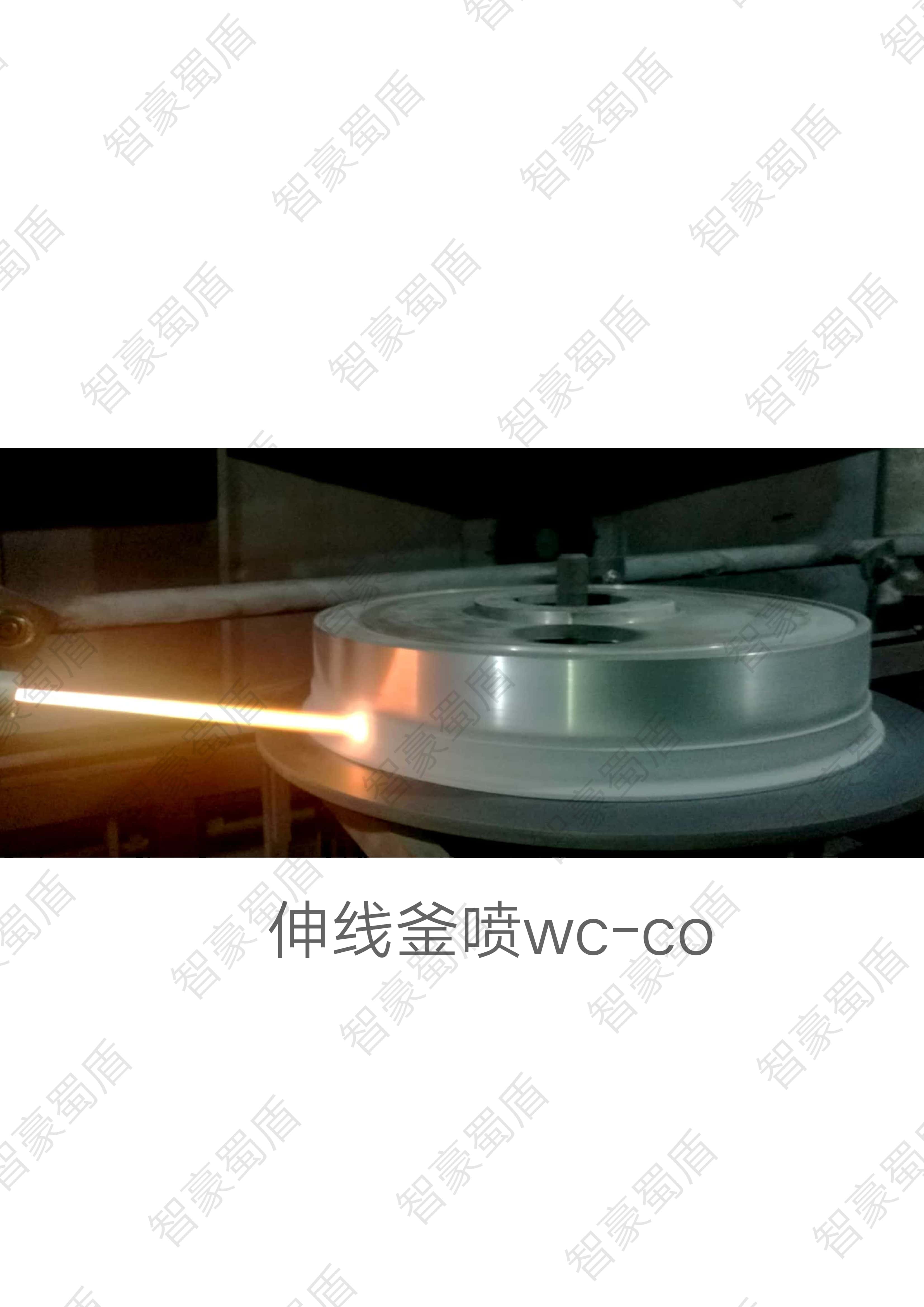
超音速噴涂裝置利用煤油為燃料,利用氧氣和壓縮空氣為助燃劑,控制裝置將煤油和助燃劑以一定的壓力和流量輸送到噴槍,經高性能霧化噴嘴霧化混合成液霧后噴入噴槍燃燒室,液霧經火花塞點火燃燒后形成高溫高壓的燃氣,拉伐爾噴槍將其加速到超音速。送粉系統將噴涂粉末從拉伐爾噴槍嘴的低壓區送入超音速射流,經射流加溫加速后從噴槍噴出,高速噴向工件表面沉積形成涂層。由于多功能超音速噴涂技術可以使用氧氣和壓縮空氣兩種助燃劑,同時具備HVOF和HVAF的功能,焰流的速度和溫度在大的范圍內連續可調。噴涂前,工件必須經過表面清潔處理和噴砂粗化處理,一般噴涂材料為WC-12Co,WC與Co的質量百分數Wt分別為88%和12%,燒結破碎法制造。碳化鎢在常溫下硬度較高,特別是熱硬度很好,至1000°C其硬度下降也很少。

焊工熱噴涂加工觸電急救措施1、迅速脫離電源。如果電源開關離救護人員很近時,應立即拉掉開關切斷電源;當電源開關離救護人員較遠時,可用絕緣手套或木棒將電源切斷。如導線塔在觸電者的身上或壓在身下時,可用干燥木棍及其它絕緣物體將電源線挑開。2、就地急救處理。當觸電者脫離電源后,必須在現場就地搶救。只有漢現場對安全有威脅時,才能把觸電者抬到安全地方進行搶救,但不能等把觸電者長途送往醫院進行再搶救。3、準確地使用人工呼吸。如果觸電者神志清醒,僅心慌,四肢麻木或者一度昏迷還沒有失去知覺,應讓他安靜休息。4、堅持搶救。堅持就是觸電者復生的希望,百分之一的希望也要盡百分之百的努力。

硬質合金噴涂需要具備四大性能:1.具有高的強耐性:模具在擠壓過程中要同時接受極大的擠壓力、彎曲應力、沖擊等雜亂的負荷。故請求所選用的資料,通過熱處理后,應具有高的強耐性。因此,模具資料應有杰出的淬透性,這么才干確保模具能淬透及均勻的安排。大塊的碳化物及嚴峻的偏折,纖維方向性和非金屬攙雜等內部缺點,都會使模具的強耐性降低,或在受負荷時導致應力會集,造成模具前期損壞。2.具備非常良好的耐磨性:模具應有高的耐磨性,才敢確保正常的使用壽命,出產出大批量合格的擠壓件。通常來說,鋼的硬度與耐磨性在必定條件下是成正比的。故模具材料不但要有足夠的淬透性,還要有高的淬硬性。除了硬度外,起決定性的還有熱處理后基體安排的粗細、成分、過剩與口火析出碳化物多少、巨細、類型、分散度及紅硬性等。

實際生產過程中有多種因素可導致氧-燃氣比例的波動,而氧-燃氣比例對確定最終的涂層組織十分重要.理論上,廣西附件熱噴涂丙烷完全燃燒要求氧與丙烷的比例為5∶1(C3H8+5O2=4H2O+3CO2),這一燃燒比例產生的是中性焰(即,燃燒時氧與燃氣分子全部耗盡)。公司主要提供超音速噴涂,陶瓷噴涂,各種金屬絲材噴涂等熱噴涂服務。公司擁有整套的超音速熱噴涂系統,陶瓷棒槍噴涂系統,噴焊系統, 六軸噴涂機械手及控制系統,各種車床,磨床等。可對各類金屬件、非金屬表面噴涂陶瓷涂層、硬質合金涂層,附件熱噴涂從而達到耐磨損、防腐蝕、耐高溫、絕緣、耐氧化等特殊性能。在機械設備零部件的表面噴涂有耐磨損、耐腐蝕、耐高溫、抗高壓、抗氧化等特點特殊涂層,使每個零部件都能延長幾倍,甚至幾十倍使用壽命。公司產品和技術廣泛應用于:機械密封業、泵業、閥業、壓縮機行業、石油化工、造紙行業、食品機械行業、化纖機械零部件、電線電纜拉絲行業、鋼鐵行業、精密機械等。主要產品:耐磨軸套、密封環、活塞桿、液壓桿、拉絲塔輪、導輪、碳化鎢鋼圈、閥座、閥芯、耐磨環、滾筒、扎輥、輸送輥等各種耐磨防腐產品;承接各類軸類承位修補、機械零部件修復強化。
超音速火焰噴涂是在八十年代初期,由美國Browning公司研制成功,并且先以JET-KOTE為商品推出。經過幾年的應用開發,該方法的優點逐漸被認識和接受。由此,世界上發達國家,投入了大量的財力對HVOF進行研究開發。于八十年代末九十年代初期,先后又有數種HVOF噴涂系統研制成功,井投入市場。如金剛石射流(Diamond-jet) ,沖鋒槍(Top-gun),連續爆炸噴涂(CDS,Continuous detonationspraying) ,射流槍(J-gun) ,高速空氣燃料系統(HVAF,High-velocity air-fuel) 等。超音速火焰噴涂是利用丙烷、丙烯等碳氫系燃氣或氫氣與高壓氧氣在燃燒室內,或在特殊的噴嘴中燃燒產生的高溫、高速燃燒焰流,燃燒焰流速度可達五馬赫(1500m/s)以上。超音速噴涂技術應用于機械零部件的在制造,可顯著提高其性能和使用壽命,符合優質、高效、節能、節材、環保的要求,可達到修舊利廢,產生良好的經濟效益。

熱噴涂加工的主要設備是壓縮空氣系統,氧氣、乙炔系統,金屬氣噴槍及膠管等。它的工作原理:以噴槍中的壓縮空氣為原動力,在驅動裝置推動下,鋅絲通過噴嘴,在氧一乙炔焰的加熱下,成為熔融體,借壓縮空氣使之霧化成微粒并噴射到工件上,形成熱噴涂鋅保護層。由于噴砂后的基體表面凹凸不平,散熱收縮后的金屬涂層能牢固地附在工件表面。硬質合金噴涂噴料要求:1.金屬噴涂用鋅絲純度不得低于99.99%。2.鋅絲應光潔、無銹、無油、無折痕,直徑為2.0~3.0mm。噴涂工藝要求:1.噴涂用的壓縮空氣應清潔、干燥,壓力不得低于0.4MPa。2.噴涂距離為100~200mm,噴槍盡可能與基體表面成直角,不得低于45°。3.噴槍移動速度,以一次噴涂厚度達到25~80μm為宜。4.各噴涂帶之間應有1/3的寬度重疊,厚度應盡可能地均勻




