

聯(lián)系人:鐘先生
電話:028-81721173
手機(jī):13980585417、15390448669
網(wǎng)址:www.zhenzhuleyuan.com
地址:成都市邛崍市羊安工業(yè)園新邛路10號

1、用潔凈的稀釋劑或水將涂料調(diào)到合適噴涂的粘度,經(jīng)涂-4粘度計測量,合適的粘度一般是18~30秒。如一時沒有粘度計,可用目測法:用棒(鐵棒或木棒)將涂料攪勻后挑起至20厘米高處停下觀察,如漆液在短時間(數(shù)秒鐘)內(nèi)不斷線,則為太稠;如一離桶上沿即斷線則為太稀;要在20厘米高處則停時,漆液成一直線,瞬間即斷流變成往下滴,這個粘度較為合適。2、空氣壓力較好控制在0.3-0.4兆帕(3-4公斤力/平方厘米)。壓力過小,漆液霧化不良,表面會形成麻點:壓力過大易流掛,且漆霧過大,既浪費(fèi)材料又影響操作者的健康。3、噴嘴與物面的距離一般200-300毫米為宜。過近易流掛;過遠(yuǎn)漆霧不均勻,易出現(xiàn)麻點,且噴嘴距物面遠(yuǎn)漆霧在途中飛散造成浪費(fèi)。距離的具體大小,應(yīng)根據(jù)玻璃漆的種類、粘度及氣壓的大小來適當(dāng)調(diào)整。
行業(yè):電力工業(yè)解決方案:高速電弧噴涂、亞音速噴涂具體應(yīng)用部件:火電廠的循環(huán)硫化床鍋爐和煤粉鍋爐的四管(水冷壁、過熱器、再熱器、節(jié)煤器或節(jié)油器),電廠汽輪機(jī)缸蓋結(jié)合面、排風(fēng)機(jī)、吸風(fēng)機(jī)葉輪、磨煤系統(tǒng)、水電站的水輪機(jī)過流位、閘門殼、排水減壓管、轉(zhuǎn)輪、導(dǎo)葉環(huán)、罩殼等,柴油發(fā)電機(jī)曲軸,風(fēng)力發(fā)電機(jī)底座。行業(yè):機(jī)械制造工業(yè)解決方案:高速電弧噴涂、火焰噴焊具體應(yīng)用部件:傳統(tǒng)和現(xiàn)代的制造加工企業(yè)在生產(chǎn)過程中都會或多或少的遇到加工產(chǎn)品和設(shè)備零部件出現(xiàn)尺寸加工超差和損傷情況,以及新品制造需要特殊表面的性能要求,通過熱噴技術(shù)不但可以解決產(chǎn)品和零部件缺陷問題,而且還可以增加機(jī)械性能,特別是新部件、新產(chǎn)品表面耐磨損、耐腐蝕、耐高溫、抗氧化、隔熱、導(dǎo)電、防微波輻射、絕緣等一系列功能與保護(hù)。

熱噴涂加工的主要設(shè)備是壓縮空氣系統(tǒng),氧氣、乙炔系統(tǒng),金屬氣噴槍及膠管等。它的工作原理:以噴槍中的壓縮空氣為原動力,在驅(qū)動裝置推動下,鋅絲通過噴嘴,在氧一乙炔焰的加熱下,成為熔融體,借壓縮空氣使之霧化成微粒并噴射到工件上,形成熱噴涂鋅保護(hù)層。由于噴砂后的基體表面凹凸不平,散熱收縮后的金屬涂層能牢固地附在工件表面。硬質(zhì)合金噴涂噴料要求:1.金屬噴涂用鋅絲純度不得低于99.99%。2.鋅絲應(yīng)光潔、無銹、無油、無折痕,直徑為2.0~3.0mm。噴涂工藝要求:1.噴涂用的壓縮空氣應(yīng)清潔、干燥,壓力不得低于0.4MPa。2.噴涂距離為100~200mm,噴槍盡可能與基體表面成直角,不得低于45°。3.噴槍移動速度,以一次噴涂厚度達(dá)到25~80μm為宜。4.各噴涂帶之間應(yīng)有1/3的寬度重疊,厚度應(yīng)盡可能地均勻

高溫電絕緣涂層 用銅、鋁等金屬做成的導(dǎo)線外面,或有絕緣漆、或有塑料、橡膠等絕緣包皮。但是,絕緣漆、塑料、橡膠都怕高溫,一般超越200℃就會集化,失掉絕緣功用。而許多電線正需要在高溫下工作,那該怎么辦呢?對,福建附件四氟防腐噴涂讓高溫電絕緣涂層來協(xié)助,這種涂層實際上是一種陶瓷涂層,它除了能在高溫下堅持電絕緣功用外,還能與金屬導(dǎo)線嚴(yán)密“聯(lián)合”在一起,做到“天衣無縫”,任你將導(dǎo)線七繞八彎,它們也不會別離,這種涂層十分細(xì)密,涂上它,兩根電壓差很大的導(dǎo)線碰在一起,也不會發(fā)作擊穿現(xiàn)象。附件四氟防腐噴涂加工高溫電絕緣涂層根據(jù)其化學(xué)成分的不同,可分為許多品種。如石墨導(dǎo)體表面上的氮化硼或氧化鋁、氟化銅涂層,到400℃仍有超卓的電絕緣功用。金屬導(dǎo)線上的琺瑯到700℃,磷酸鹽為基的無機(jī)粘結(jié)劑涂層到1000℃,等離子噴涂氧化鋁涂層在1300℃,都仍堅持著超卓的電絕緣功用。 高溫電絕緣涂層已在電力、電機(jī)、電器、電子、航空、原子能、空間技術(shù)等方面獲得了廣泛的運(yùn)用。

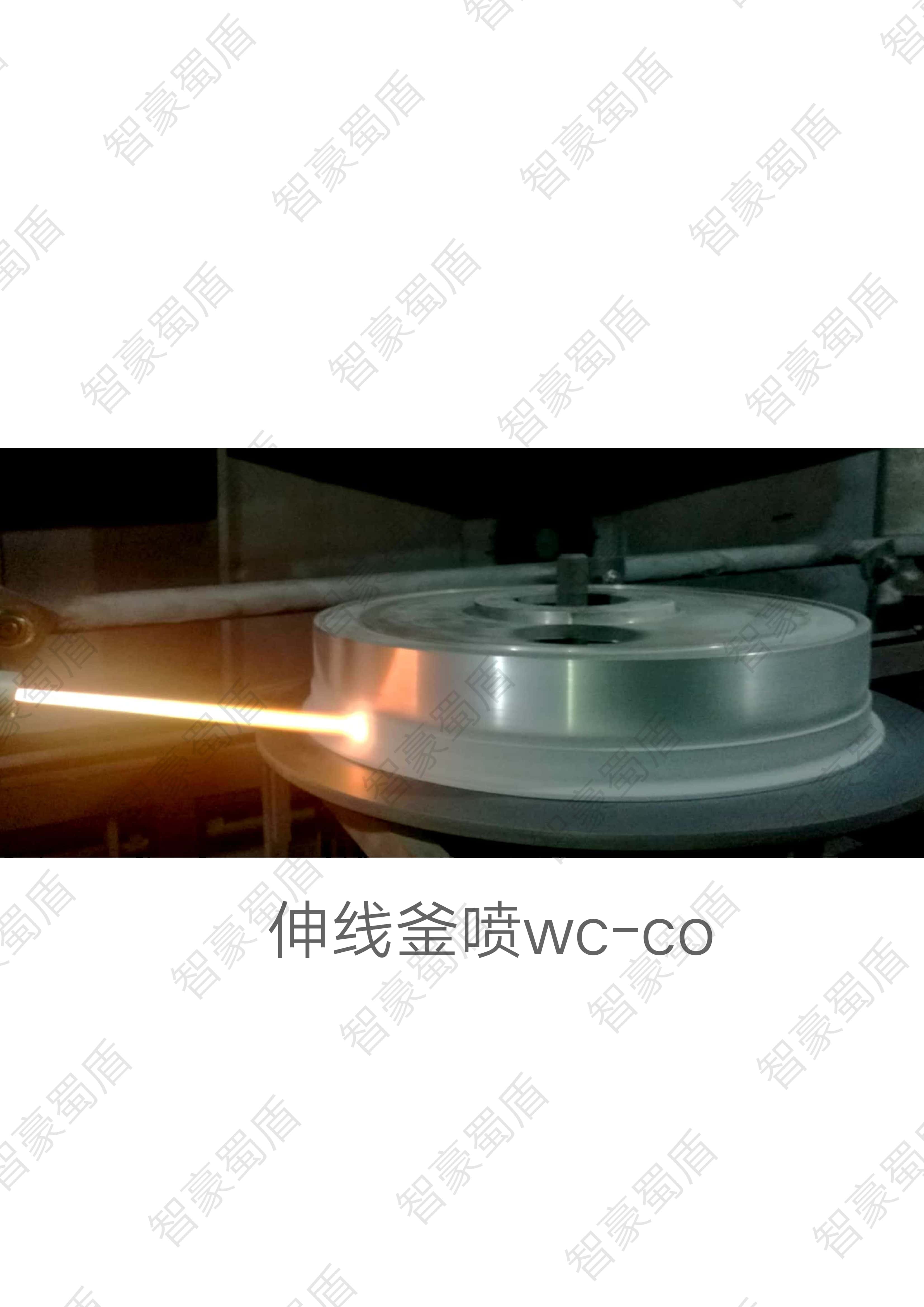
超音速噴涂裝置利用煤油為燃料,利用氧氣和壓縮空氣為助燃劑,控制裝置將煤油和助燃劑以一定的壓力和流量輸送到噴槍,經(jīng)高性能霧化噴嘴霧化混合成液霧后噴入噴槍燃燒室,液霧經(jīng)火花塞點火燃燒后形成高溫高壓的燃?xì)?拉伐爾噴槍將其加速到超音速。送粉系統(tǒng)將噴涂粉末從拉伐爾噴槍嘴的低壓區(qū)送入超音速射流,經(jīng)射流加溫加速后從噴槍噴出,高速噴向工件表面沉積形成涂層。由于多功能超音速噴涂技術(shù)可以使用氧氣和壓縮空氣兩種助燃劑,同時具備HVOF和HVAF的功能,焰流的速度和溫度在大的范圍內(nèi)連續(xù)可調(diào)。噴涂前,工件必須經(jīng)過表面清潔處理和噴砂粗化處理,一般噴涂材料為WC-12Co,WC與Co的質(zhì)量百分?jǐn)?shù)Wt分別為88%和12%,燒結(jié)破碎法制造。碳化鎢在常溫下硬度較高,特別是熱硬度很好,至1000°C其硬度下降也很少。

咨詢熱線:
139-8058-5417
地址:成都市邛崍市羊安工業(yè)園新邛路10號
手機(jī):13980585417、15390448669
電話:028-81721173

掃一掃 關(guān)注我們

