

聯(lián)系人:鐘先生
電話:028-81721173
手機(jī):13980585417、15390448669
網(wǎng)址:www.zhenzhuleyuan.com
地址:成都市邛崍市羊安工業(yè)園新邛路10號(hào)

市場(chǎng)競(jìng)爭(zhēng)日益激烈,要求維修成本降低,離心機(jī)熱噴涂工藝在維修中成功應(yīng)用后,我們將熱噴涂工藝進(jìn)行了推廣。我們公司屬于醫(yī)藥化工類(lèi)公司,生產(chǎn)中物料傳遞主要方式為管道輸送,大部分物料為酸性腐蝕性介質(zhì),物料溫度為常溫,對(duì)管道材質(zhì)的要求很高,大部分管道材質(zhì)最初設(shè)計(jì)時(shí)選型為316L不銹鋼,現(xiàn)在市面上316L不銹鋼的價(jià)格為45000元/t。我們維修時(shí)嘗試將該部分管道的材質(zhì)更換為普通碳鋼有縫管道進(jìn)行熱噴塑處理,熱噴塑管道的平均價(jià)格為11500元/t,這樣價(jià)格平均降低33500元/t左右,經(jīng)過(guò)應(yīng)用后發(fā)現(xiàn),用熱噴塑管道運(yùn)輸?shù)奈锪虾螅锪闲再|(zhì)更加穩(wěn)定,隨后我們制定了相應(yīng)的制度將熱噴涂工藝在公司內(nèi)全面推廣,現(xiàn)在已經(jīng)收到顯著效果,節(jié)約經(jīng)費(fèi)60%~70%。運(yùn)用熱噴涂對(duì)離心機(jī)底座進(jìn)行維修相較于傳統(tǒng)的維修方法更快更好,在很短的時(shí)間內(nèi)完成了傳統(tǒng)維修方法所達(dá)不到的維修程度,修復(fù)后的表面結(jié)合牢靠,鑄鐵輥經(jīng)處理后不再出現(xiàn)腐蝕,同時(shí)維修費(fèi)用也遠(yuǎn)遠(yuǎn)低于傳統(tǒng)方法,因此熱噴涂行業(yè)的崛起是勢(shì)不可擋的。
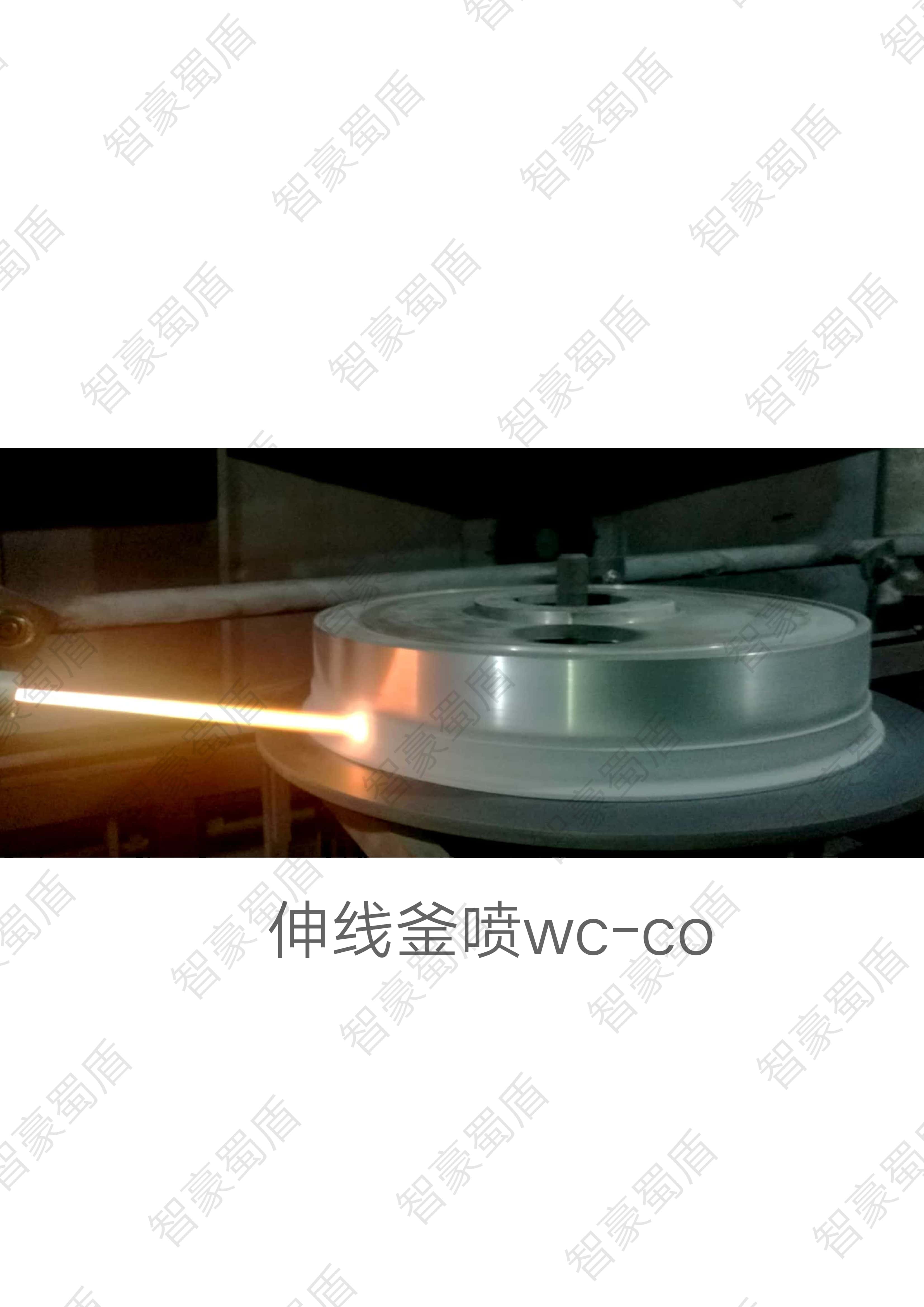
淺談超音速?lài)娡康募夹g(shù)特點(diǎn)1.技術(shù)原理超音速冷噴涂又稱(chēng)低壓冷噴涂,是一種新的金屬?lài)娡抗に嚕煌趥鹘y(tǒng)熱噴涂(超速火焰噴涂,等離子噴涂,爆炸噴涂等),不需要將噴涂的金屬粒子融化,噴涂基體表面產(chǎn)生的溫度一般不會(huì)超過(guò)150℃。超音速冷噴涂技術(shù)原理是利用壓縮氣體通過(guò)縮放型拉瓦管產(chǎn)生超音速氣流,將粉末沿軸向送入超音速氣流中,形成氣-固雙相流,經(jīng)加速后在完全固態(tài)下撞擊基體,發(fā)生較大的塑性變形而沉積在基體表面上形成涂層。2.技術(shù)特點(diǎn)(1)冷噴涂基體表面的溫度低于150℃,瑞麗專(zhuān)業(yè)超音速?lài)娡?/strong>不會(huì)使基體產(chǎn)生內(nèi)應(yīng)力,無(wú)變形和相變。(2)涂層無(wú)熱應(yīng)力,可以噴涂厚涂層,厚度達(dá)到10毫米。(3)涂層結(jié)合強(qiáng)度高,30~100MPa;內(nèi)聚力大,30~100MPa。(4)涂層致密,孔隙率低(<5%);導(dǎo)熱導(dǎo)電率高(90%以上)。(5)涂層均勻性好,表面光潔度高,Rz20~40。(6)冷噴涂噴出的粒子流截面小而狹窄,且定向性好,可以噴涂局部表面。(7)一臺(tái)設(shè)備可以噴涂多種粉材(鋁、銅、鋅、鎳、鉛、錫和巴比特合金等),并可制備多種功能性涂層(抗磨損、耐腐蝕、減摩、耐熱、密封、導(dǎo)電、防粘著等)。(8)可在任何金屬制品上噴涂,專(zhuān)業(yè)超音速?lài)娡?/strong>也可以在陶瓷、玻璃和水泥面上噴涂。(9)冷噴涂無(wú)高溫,無(wú)危險(xiǎn)氣體和輻射,對(duì)環(huán)境無(wú)害。(10)設(shè)備結(jié)構(gòu)緊湊,便于攜帶,可在固定場(chǎng)合使用,也可以在野外條件使用。

行業(yè):模具制造工業(yè)解決方案:等離子噴焊、超音速火焰噴涂具體應(yīng)用部件:塑料模具、壓鑄模具、冷沖模具、熱鍛模具、鑄鐵模具、拉延模具。行業(yè):密封閥門(mén)決方案:等離子噴焊、超音速?lài)娡烤唧w應(yīng)用部件:應(yīng)用在石油煉制、長(zhǎng)輸管線、化工、造紙、制藥、水利、電力、市政、鋼鐵等行業(yè)的金屬氣動(dòng)球閥、電動(dòng)球閥、液動(dòng)球閥、氣液動(dòng)球閥、電液動(dòng)球閥、渦輪傳動(dòng)球閥等。行業(yè):食品行業(yè)解決方案:超音速火焰噴涂具體應(yīng)用部件:面條生產(chǎn)設(shè)備、壓面輥。行業(yè):碳纖維行業(yè)解決方案:超音速火焰噴涂具體應(yīng)用部件:碳纖維生產(chǎn)設(shè)備、涂布輥。行業(yè):軋輥修復(fù)解決方案:超音速火焰噴涂、等離子噴焊具體應(yīng)用部件:薄鋼板冷軋連續(xù)線、過(guò)度輥。

超音速火焰噴涂工藝流程:超音速?lài)娡渴┕で暗臏?zhǔn)備工作、表面預(yù)處理、噴涂、噴涂后處理。超音速火焰噴涂工件表面的預(yù)處理表面制備,是保證涂層與基體結(jié)合強(qiáng)度的重要工序1、凹切處理,表面存在疲勞層和局部嚴(yán)重拉傷的溝痕時(shí),在強(qiáng)度允許的前提下可以進(jìn)行車(chē)削處理,為熱噴涂提供容納的空間。2、超音速火焰噴涂的表面清理,清除油污,鐵銹,漆層等,使工件表面潔凈,油污油漆可以用溶劑清洗劑除去。如果油漬已經(jīng)滲入基體材料,可以用火焰加熱除去,對(duì)銹層可以進(jìn)行酸浸,機(jī)械打磨或噴砂除去。3、超音速火焰噴涂的表面粗化,目的是為了增強(qiáng)涂層與基體的結(jié)合力,消除應(yīng)力效應(yīng),常用的有噴砂、開(kāi)槽、車(chē)螺紋、拉毛。
防治焊接車(chē)間污染的途徑有污染源的控制、傳播途徑的治理、個(gè)人防護(hù)。1、污染源的控制焊接過(guò)程中產(chǎn)生的各污染種類(lèi)和數(shù)量取決于生產(chǎn)工藝、生產(chǎn)設(shè)備及操作者的技術(shù)能力。(1)選擇成熟的工藝和設(shè)備不同的焊接工藝產(chǎn)生的污染物種類(lèi)和種類(lèi)有很大的區(qū)別。在條件允許的情況下,應(yīng)選用成熟的隱弧焊代替明弧焊,可大大降低污染物的污染程度。在生產(chǎn)工藝確定的前提下,應(yīng)選用機(jī)械化、自動(dòng)化程度高的設(shè)備。應(yīng)采用低塵低毒焊條,以降低煙塵濃度和毒性。在選購(gòu)新設(shè)備時(shí),應(yīng)注重設(shè)備的環(huán)保性能,多選用配有凈化部件的一體化設(shè)備。(2)提高操作者技術(shù)水平高水平的焊接工人在焊接過(guò)程中能夠熟練、靈活地執(zhí)行操作規(guī)章,如不斷觀察焊條烘干程度、傾斜角度、長(zhǎng)短以及焊件所在位置情況,做出相應(yīng)的技術(shù)調(diào)整。與非熟練工相比,發(fā)塵量減少20%以上,焊接速度快10%,且焊接質(zhì)量好。
娡? alt=")
咨詢熱線:
139-8058-5417
地址:成都市邛崍市羊安工業(yè)園新邛路10號(hào)
手機(jī):13980585417、15390448669
電話:028-81721173

掃一掃 關(guān)注我們

